
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center

1)温度设置功能:有4段加热温度可选择,能够对每个热铆头的每段工作目标温度进行设置、最后一段可以作为冷却的目标温度设置,一共有(T1-T5)5个温度可以设置。设备温度设定范围是50~600℃,各点的铆接温度范围内可单独设置,精准的数显温控器控制温度。
2)温度上下限监控:可以设置4段加热温度的上限和下限,具有温度上下限超限报警功能,低温超时间加温警功能。
3)温度监控:能够对热铆头的温度进行实时监控,并能够输出温度-时间曲线。
4)扫描功能:配置手动扫描枪1把,用于人工扫码录入,配置自动扫码枪设置1台,用于自动扫码,实现扫描功能。
5)数据记录:需要记录产品型号,批号,产品ID号,生产日期,温度实际值,加热时间,历史故障报警信息。
6)计算功能:设备要有每个热铆接头铆接计数及铆接清洁维护提醒功能;热铆产品数量计算功能。
7)MES系统连接功能:设备须能与TDK的MES系统连接。且连接方式,功能,数据格式,数据交换方式符合TDK的MES系统要求。
8)触摸界面:触摸界面显示铆头位置、热铆温度、热铆时间变化的动态过程,并在有异常时自动停止;并在操作界面上显示故障原因和具体位置。
焊接效果及应用
适用于热铆塑料类的产品外壳或零件,使塑料与塑料热粘合或塑料铆焊五金片件。广泛适用于汽车电池包塑料支架和壳体,塑料支架和金属片热铆接,车载电容器塑料壳体热铆接,电机盖、汽车门板、发动机盖、热铆PDA、手机、钟表、微型塑料马达、继电器触点铜片、MP3、MP4、CD机、仪表台等等。可以一次同时铆合多个产品之使用。

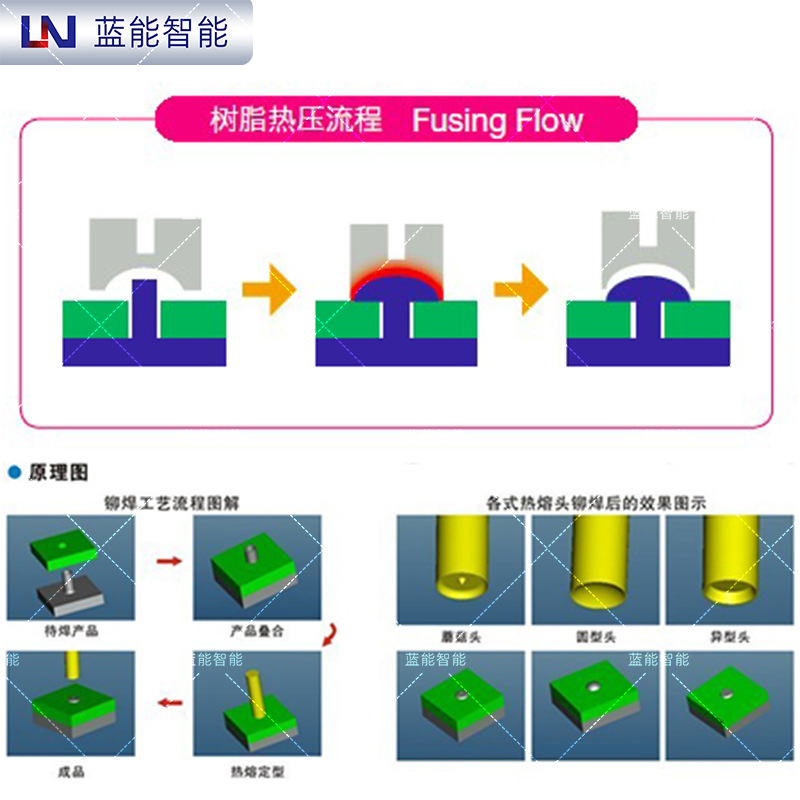
焊接原理
优势:1、实时温度反馈实现稳定的焊接。2、树脂凝固状态后焊咀离开,防止树脂抽丝。
原理:利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。焊头下压住塑胶铆钉,焊头瞬时升温(1秒钟),焊头的温控精度可以控制在3%内,焊头热量作用于塑胶铆钉,热熔,塑胶铆钉产生“蘑菇”状,冷却(1-3秒钟),焊头抬起,焊接完成。
冷却功能:在树脂凝固状态后结束,所以可以实现没有树脂抽丝的稳定焊接。
温度反馈功能:可以抑制环境和时间变化引起的温度变动。根据温度反馈实现稳定的焊接。(不会发生超声波焊接时的树脂溅射、龟裂。)
焊接特点:
1、焊头的温度可瞬时升温,温度控制精确,在3%以内;
2、压力能够精确控制;
3、铆钉底部不会破损碎裂。
4、可以实现自动化操作,可以一次焊接几个点。
焊接流程视频↓
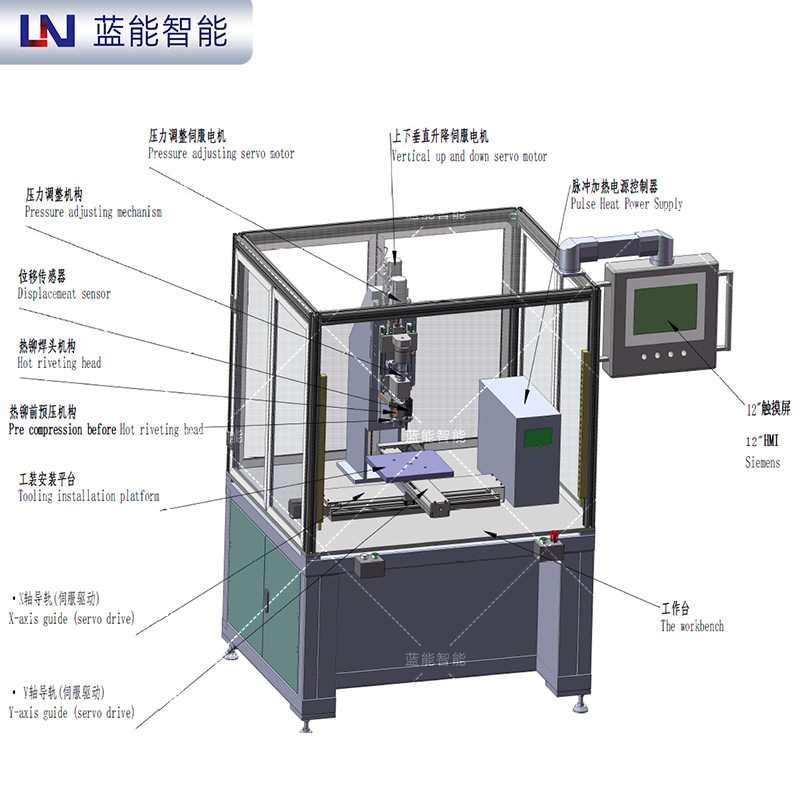
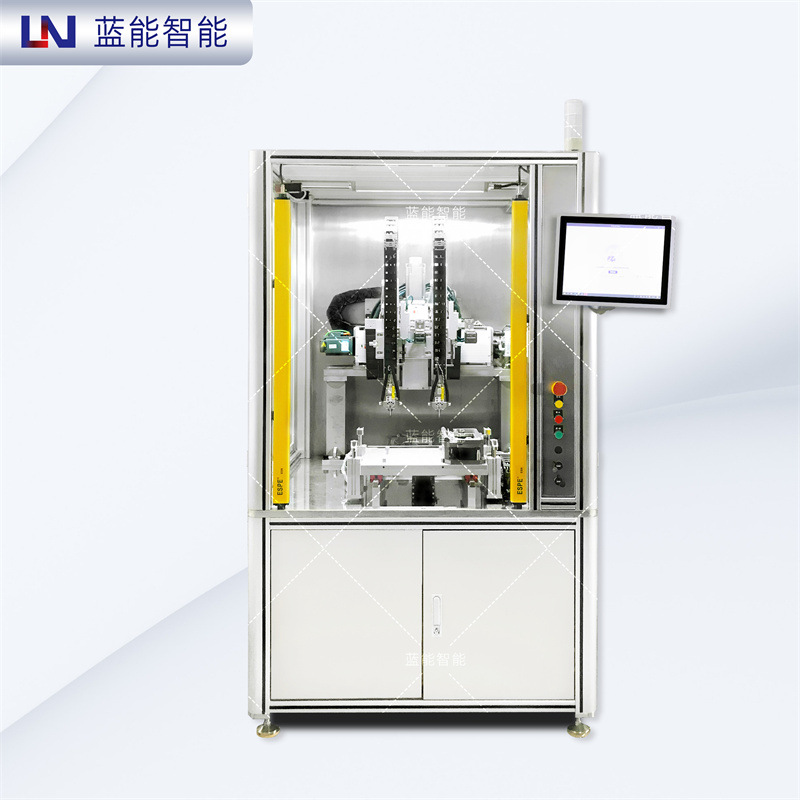
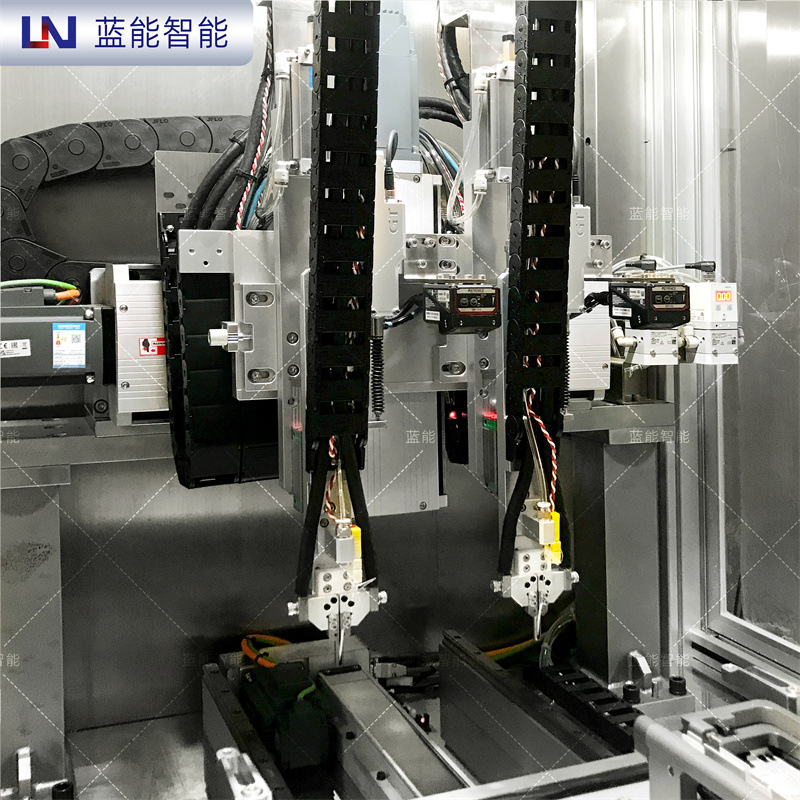
设备结构图展示
本设备由工作台、工件十字滑台、垂直热铆机构、脉冲加热电源、电控系统等组成。
脉冲式加热电源:
实现预热(预压)、加热、保压冷却3个阶段的温控制。温度设定范围50°到600°。温控精度为±6°。可以保存20组规范。温度曲线由脉冲加热电源的LED显示屏显示。
十字工作滑台:
在X轴和Y轴精确定位,X轴上有上料位和工作位,工装板有工件的定位装置和物料检测
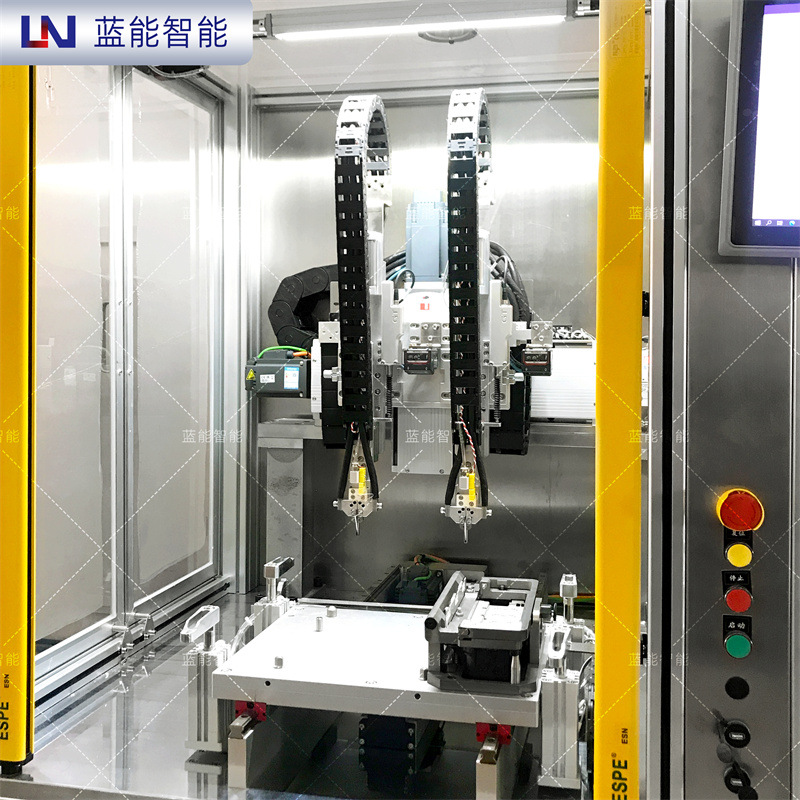
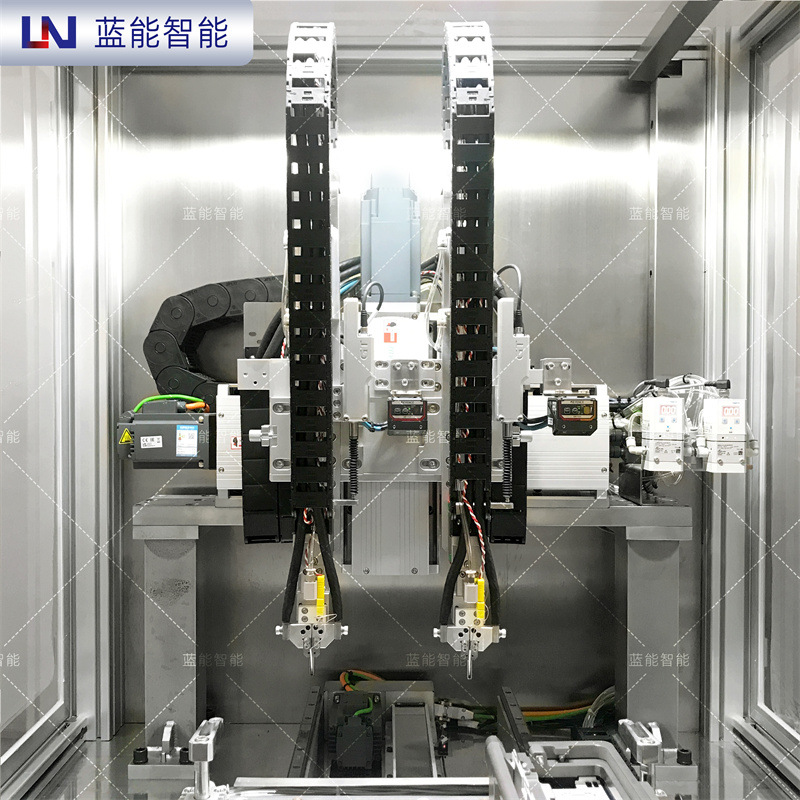
热铆机头:
1) 具备以下功能结构:热铆前下压定位机构、伺服电机弹簧调整压力机构、伺服电机驱动下降位移机构、脉冲加热机构。
2) 具备预压 、自动调整压力、自动控制热铆行程、精确位移检测。
触摸屏:
12寸Simens触摸屏,摇臂式安装。三级操作权限。显示错误报警信息。
主要技术参数
输入电压(V) Input voltage | 220V |
负载持续率(%) Duty cycle | 20 |
额定功率(kVA) Rating capacity | 6 |
温度设定范围(℃)Temperature setting range | 50-600 |
逆变频率(kHz) Inverting frequency | 4 |
加热阶段 Heating stage | 2 |
存储焊接规范数 Parameter storage | 20 |
温控精度 Temperature Precision | ±6° |
热电偶thermocouple type | E型或K型可选 |
外形尺寸(mm)(L*B*H) | 435*185*320 |
重量(kg) Weight | 15 |
主要元器件
名称Part name | 品牌Brand |
PLC | Siemens |
触摸屏/HMI | Siemens |
伺服电机/servo motor | Siemens |
气动件/Pneumatic | SMC |
直线模组/Linear module | Misumi |
电气元件/Electrical components | schneider |
直线导轨/Linear guide | HIWIN |
压力传感器/Precision pressure transducer | MAT(JAPAN) |
位移传感器/Displacement sensor | Keyence |
脉冲加热电源Pulse heating power supply | LN 蓝能 |
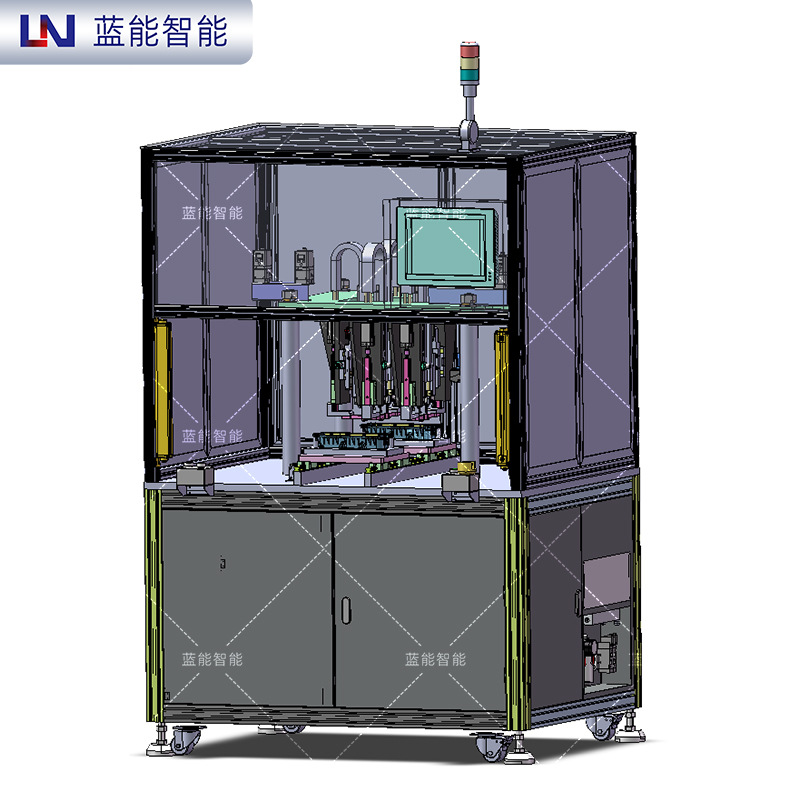
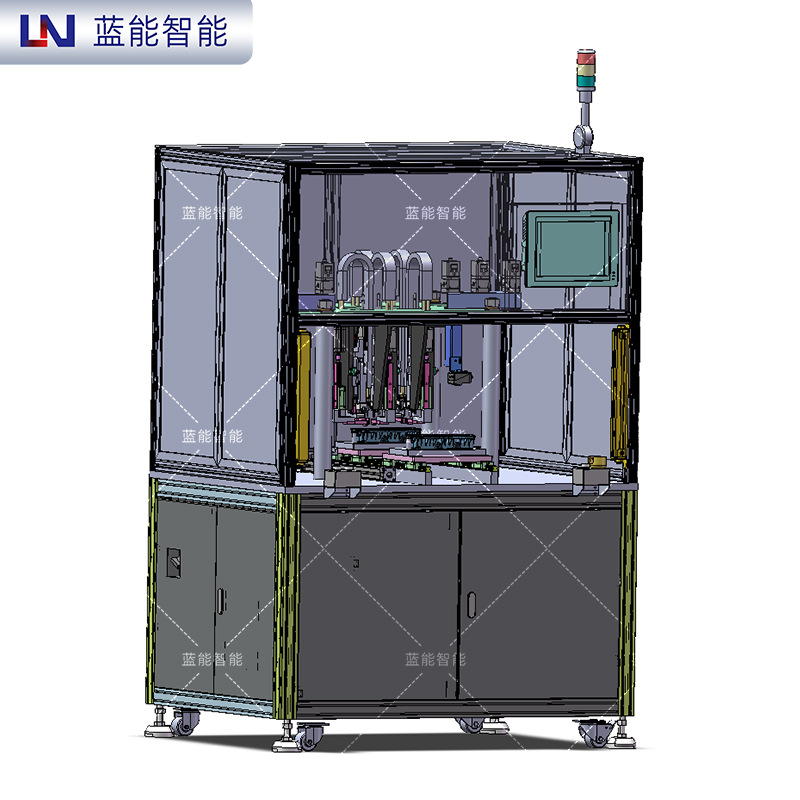
整体外观及细节展示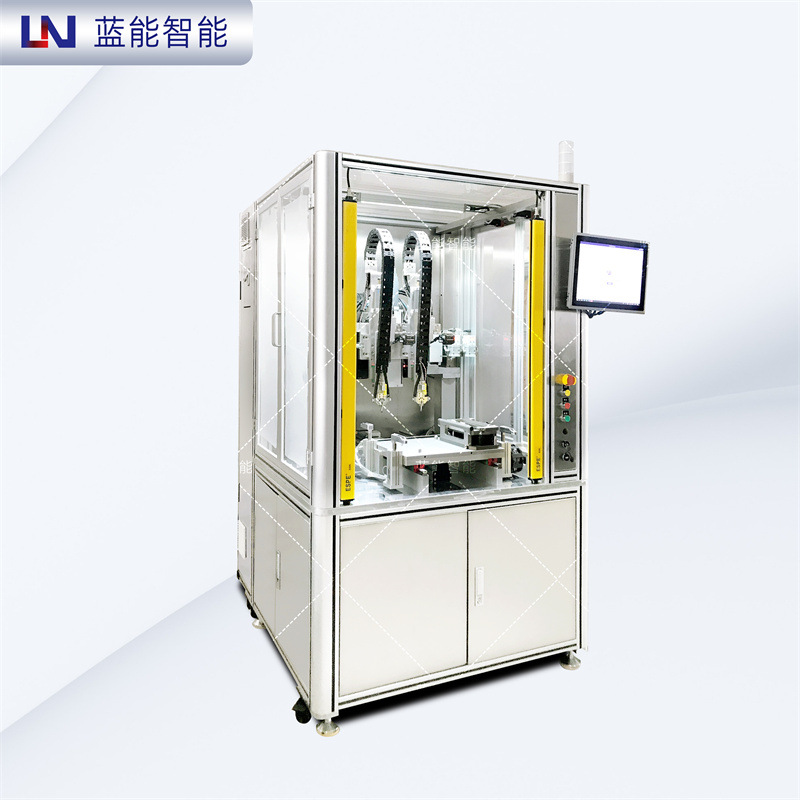

-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式