
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
怎样提高镀锌板的焊接质量——广州蓝能中频点焊机
镀锌板焊接存在的问题:
1.适用的焊接参数范围较小,由于接触面上存在低电阻率、低硬度、低熔点的锌层,使接触电阻减小,电流场分布不均匀,影响了熔核的形成和大小。左图为镀锌板点焊时的电流分布。
2.电极寿命缩短,由于锌层熔点较低,表面易烧损,沾污电极后在电极表面形成合金,易过热变形,降低电极寿命。
3.容易产生焊接喷溅,影响焊点质量的稳定性。
4.熔核内易出现裂纹、气孔或软化组织。在镀锌钢板点焊过程中,由于焊接规范不合理,会使接头中残留部分锌及锌铁合金在熔核结晶过程中,可能会形成细小裂纹或气孔,残留锌较多时还会形成软化组织。(怎样提高镀锌板的焊接质量——广州蓝能中频点焊机 www.cn-ln.net)
镀锌板焊接电极材料的选择
锌层对于钢板来说厚度虽然非常小,但对于焊接性的影响却很大。一般认为,随着锌层厚度的增加,所需焊接电流越大。但工厂实践证明,尽管有锌层的存在,但只要选择适当的设备、工艺等,镀锌钢板的电阻点焊质量完全可以达到车体制造的技术要求。(怎样提高镀锌板的焊接质量——广州蓝能中频点焊机 www.cn-ln.net)
在镀锌板的点焊研究中,电极材料是一个注目的焦点,研究主要集中在现有电极与镀层之间的相互作用特点分析, 以及开发新的电极材料。国外镀锌板点焊用电极材料主要有Cu— Cr(0.8%Cr) 、Cu— Zr(0.15%Zr)、Cu— Cr— Zr ,以及含Al3O2 粒子的弥散强化铜(简称DSC)。国内研究大都是通过试验研究上述几种材质电极的使用性能,大量实验证明,在焊接条件不太理想的情况下,无论是价格较便宜的Cu— Cr、Cu— Zr 合金电极,还是较贵的DSC 电极,其使用情况相近,但工厂经验表明,在实际生产的某些情况下,使用DSC 20 级合金电极时,电极粘着性减小。至于电极的形状及端面尺寸方面,圆锥台形被认为是最好。另外大量的点焊试验表明,电极在焊接过程中其表面温度比焊接普通钢板时有显著提高。因此,电极的冷却十分重要,冷却水流必须充分,保证电极接近室温,这样才能将电极与镀层的合金反应减至最小,并防止因电极软化而产生的“凸起”或电极胀大。
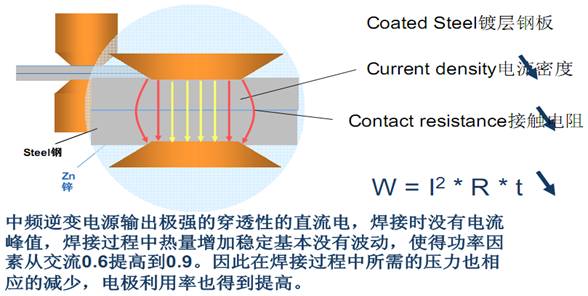
镀锌板焊接点焊机的选择——中频逆变直流电焊机
LN蓝能中国顶尖精密电阻焊机方案提供商
公众微信ID:cn-ln11
网址:www.cn-ln.net
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式