
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
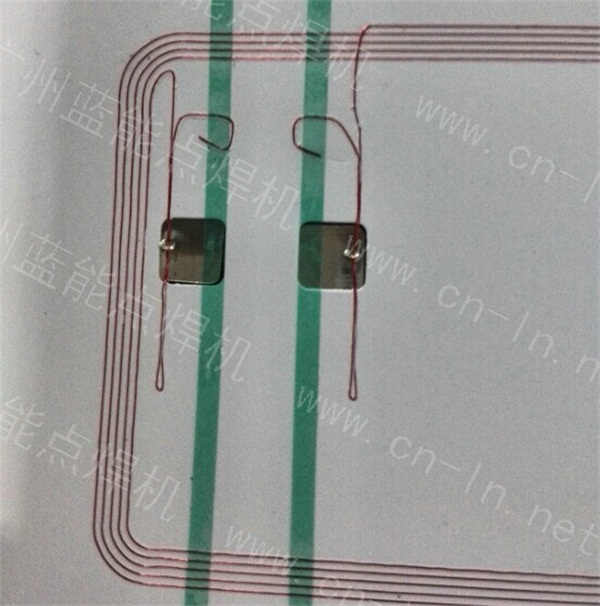
某大型智能卡制造企业采购我司“恒压”高频逆变焊接电源15台。
某大型智能卡制造企业是国内知名的智能卡生产企业,是漆包线线圈和“锡片”的焊接。因为是配套自动化点焊设备使用,并且是焊接锡片,所以对焊接电源的能量控制要求非常精确,能量稍小,漆包线漆皮不能气化;稍大,锡片就熔化太多,穿孔。
以前用广州某厂家电容储能式点焊机,手工焊接可以,但配套自动化使用就不行。
选用我司“恒压”模式控制高频逆变焊接电源,并且最大输出电流只设置为1000A,控制精度就完全能够满足了客户的需求。
当然,漆包线线圈和“锡片”焊接要求太高,客户的自动化设备机构也是要求非常高的。客户也是经过长期的调试设备,改进又改进,最终达到生产工艺高要求。
高频逆变焊接电源:
焊接难点:
因为焊头热能Q=Q1(电流通过产生的热能)+Q2(焊头温度升高产生的热能),如果采取“恒电流”控制模式,则会造成前面的一些焊点刚刚合适,但后面的焊点会烧过头的状态(因为焊头温度积累的热能更高),不能自动调节焊头热能的稳定性。
解决方法:
采取恒压或恒功率控制模式,则当焊头温度升高时,焊头的电阻也会增大,则I=U/R,实际电流也会减少,实际热能Q1也会减少,则Q=Q1(电流通过产生的热能)+Q2(焊头温度升高产生的热能)趋于平衡。
我司焊接电源采取恒压控制,正常电压在正负0.03V波动,最高在正负0.05V波动。
放电时间任意调整,每级0.25毫秒。
优势:
逆变频率为4KHZ或8KHZ(国内厂家一般都是1KHZ),控制精度更高,而且能有效的延长焊头寿命。
针对不同客户需求,提供不同焊接电源方案,在效率不影响的情况下,提供成本最低的解决方案。
机器特点:
1、电流直流输出,焊接电流为脉动直流(且波纹度小);逆变频率4KHZ或8KHZ,通电时间控制周期为0.125ms或0.25ms,焊接时间可任意控制;
2、可采取恒电压、恒功率、恒电流、定脉宽模式控制;
3、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
4、三段加热设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。
5、电极寿命能有效延长。
型号 | GBD-01-QBX | GBD-01S-QBX | GBD-02QBX |
适应情况 | 单输出 | 双输出 | 单输出 |
输入电压 | 220V | 220V | 220V |
额定功率KVA | 4 | 4 | 6 |
最大输出电流(DCA) | 1000 | 1000 | 2000 |
负载持续率% | 20 | 20 | 20 |
逆变频率KHZ | 4/8 | 4/8 | 4/8 |
焊接循环段 | 11 | 11 | 11 |
焊接脉冲数 | 3 | 3 | 3 |
缓升缓降 | 有 | 有 | 有 |
焊接规范数 | 20组 | 20组 | 20组 |
控制方式 | 定功率、定电压、定电流、定脉宽 | 定功率、定电压、定电流、定脉宽 | 定功率、定电压、定电流、定脉宽 |
电流、电压、功率监控 | | | |
时间设定 | 000-999ms | 000-999ms | 000-999ms |
焊接时间(放电时间)精度 | ±0.125ms ±0.25ms | ±0.125ms ±0.25ms | ±0.125ms ±0.25ms |
外形尺寸 | 460*400*300 | 460*400*300 | 460*400*300 |
重量KG | | | |

-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式