
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
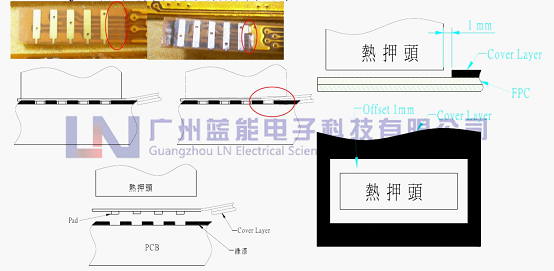
一、热压头的工作区域:
由于热压头左右两侧散热快,建议两侧从边缘向内预留2-3pitch的距离,避免发生左右侧最外侧PIN脚发生焊接不良。
建议左右PIN设计为ground pin或是空pin,因为最旁边两侧热压后吃锡性较差。


二、PCB部分设计注意:
1、PCB上会在最上面铺上铜层,但是铜是最好的热导体,不利于热压制程。建议热压处避免铺上铜层,另外板边的groud也必须要让开。

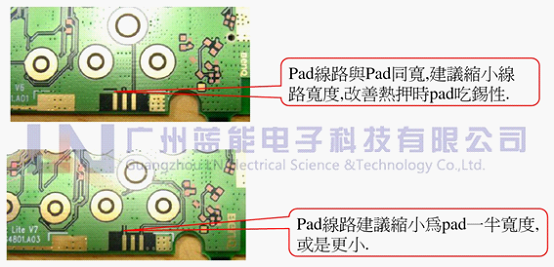
2、建议Pad之线路线宽不要与Pad同宽,这样会导致该Pad热量散失比其他Pad快,如此该Pa的容易产生吃锡性不良。
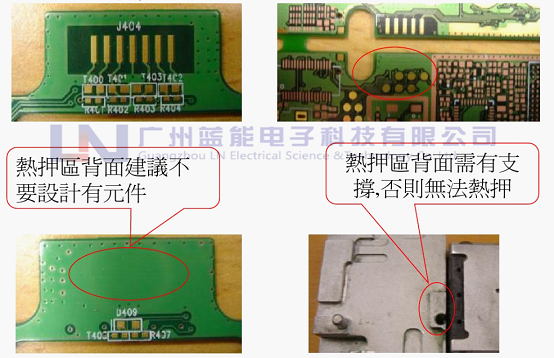
3、建议热压背面不要SMT component;因为热压过程中背面需要支撑,否则容易热压不良,同时如果背面有元器件,也有可能会损坏PCB背面元件,造成不良。
4、建议PCB在热压处划白线,帮助热压时FPC对位。

三、FPC部分设计注意:
FPC结构及材料组成:
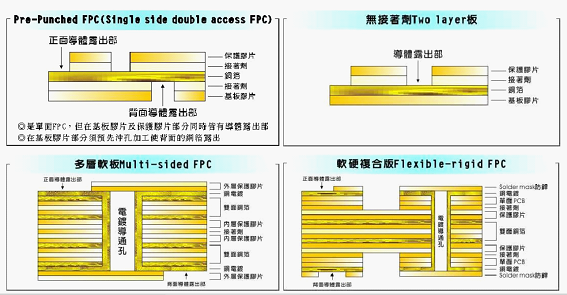
1、热压区域不建议使用多层板FPC。因为cover layer(PI Layer)的热阻效果佳,不易导热,另外,整层铺铜也对热压有极大不稳定影响。
2、Cover Layer (PI layer)关系热压平整度,建议将cover layer 让开,有助于热压良率。
3、锡的流动性:由于SMT钢板刷锡或是FPC Vendor 电镀锡有制程公差,建议PI layer 让开,让多余的锡外溢成锡珠。

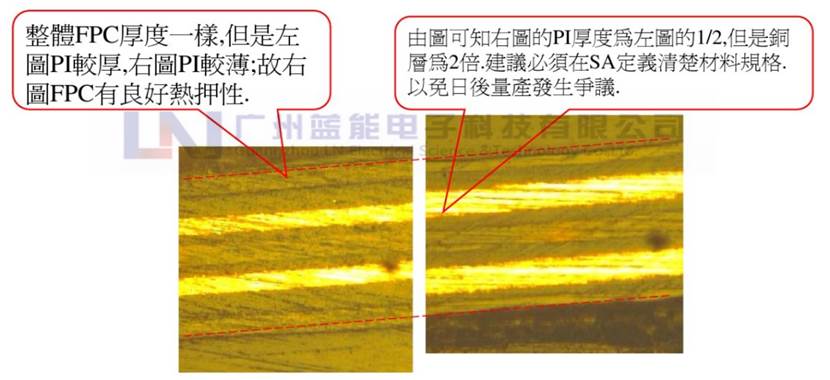
4、FPC材质定义对量产后Second Source 导入有极大帮助,建议在FPC SA注记铜层OZ规格及PI layer mil规格。因为相同厚度的FPC使用不同规格之材料,不代表二者热压性相同。
================================
广州蓝能电子科技有限公司专注于焊接电源,精密点焊机,脉冲热压机。核心产品高频点焊机、脉冲热压机在国内享有盛誉,逆变点焊电源在自动化焊接中大量配套使用。我们愿为您寻找焊接解决方案,公司设有工艺实验室,欢迎前来试样。
LN蓝能中国精密电阻焊机方案提供商
公众微信ID:cn-ln11
网站:www.cn-ln.net
电话:020-34154005/34252975;
QQ:2295546976/459359414

-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式