
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
- 焊接视频及介绍 -
Welding video and introduction
————

-
- ·扁线电机前后夹焊对焊结构自动焊接机焊接操作视频
广州蓝能热熔焊接机优势:一、 效率快;不用刮漆皮,不用浸锡(搪锡),流程简单,生产效率快,焊接一个端子只需要5秒-15秒。二、 工艺先进:1、 三相线电阻偏差小于1%;2、 焊接后铜端子厚度偏差在0.1mm;

-
- ·新能源汽车轮毂电机集电环自动点焊机焊接操作视频
电流监控功能,位移监控和压力监控:左右两点有位移监控和压力监控,对左右两条线的形变进行监控和测量,形变到达断电保护,并且数据进行保存,可以对焊接效果进行监控,保证焊接的一致性。

-
- ·扁线电机三相引线热熔自动焊接机
广州蓝能已经给多家扁线电机厂家供应类似设备,我们做得很专业。稳定的能量控制:中频焊接电源,有60组规范保存;· 焊接监控功能:具有焊接电流监控、焊接时间监控、铜端子厚度监控、压力监控及上下限报警功能;

-
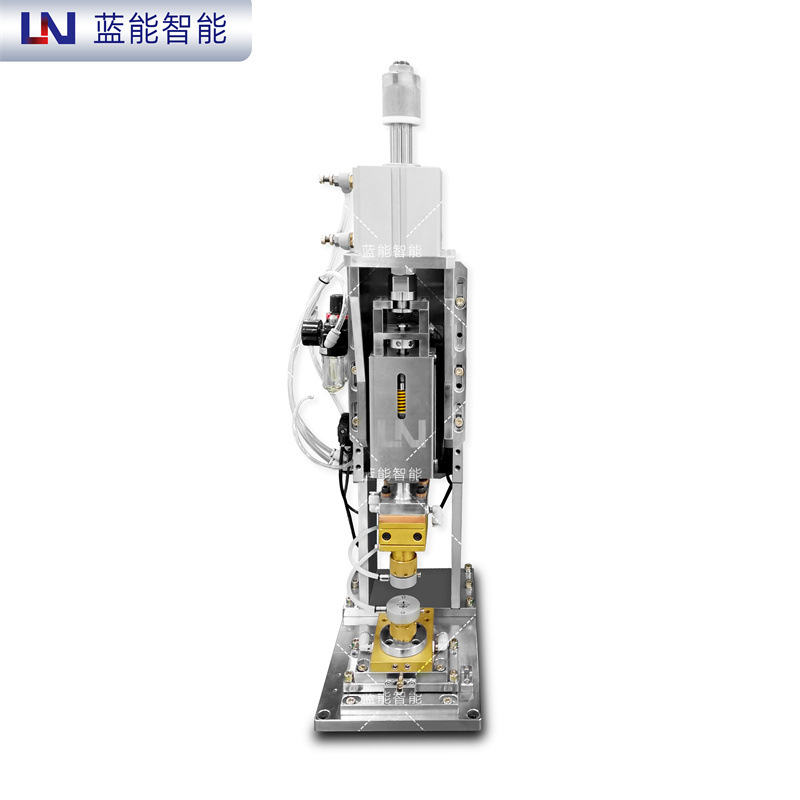
- ·Y型端子精密自动夹焊机操作视频
《Y型端子精密自动夹焊机》优势1、XYZR四轴运动,适应任意多点焊接。2、监控系统:焊接数据可监控,可保存。3、按需定制非标机构,可为设备商配套部件和监控系统。
-
- ·TO管帽管座直流焊接机操作视频
《TO管帽管座直流焊接机》焊接机头:空压+弹簧追从1、整体型机构设计;7、可以配位移传感器,结合广州蓝能焊接电源控制器位移到达断电功能,保证每一次焊接都是一致的;

-
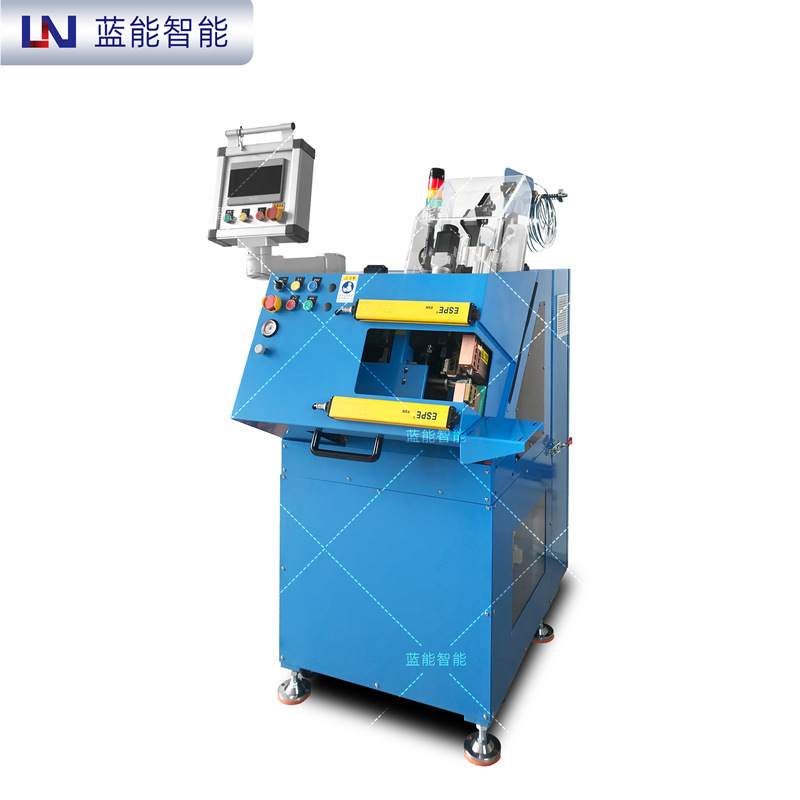
- ·LND-600A7中频直流电阻焊机焊接操作视频
《LND-600A7中频直流电阻焊机》中频逆变器输出电流为直流形式,焊接过程容易控制,焊接速度快,焊接过程稳定。

-
- ·电机引线漆包线热熔焊接机操作视频
热熔焊接过程步骤 1、最初的热量将电磁线(漆包线)的漆皮气化;6-单根漆包线拉断力大于无焊接时同等线拉断力的60%;5-焊接监控功能:具有焊接电流监控、焊接时间监控、铜端子厚度监控、压力监控及上下限报警功能;
-
- ·车载变压器的丝包线膜包线焊接操作视频
→OBC车载充电器怎幺焊接?)和铜端子通过热熔焊接方式焊接,麦拉线插入铜端子直接通过热熔焊接还需要评估可靠性,因为麦拉膜碳化后残留较多,铜线和铜端子内壁的接触面积只有80%多点。1个线包去膜时间节省1半。
-
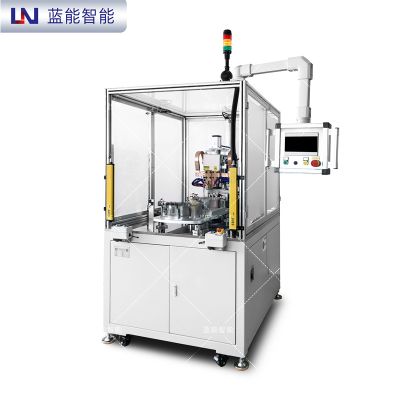
- ·新能源汽车轮毂电机集电环自动点焊机操作视频
电流监控功能,位移监控和压力监控:左右两点有位移监控和压力监控,对左右两条线的形变进行监控和测量,形变到达断电保护,并且数据进行保存,可以对焊接效果进行监控,保证焊接的一致性。

-
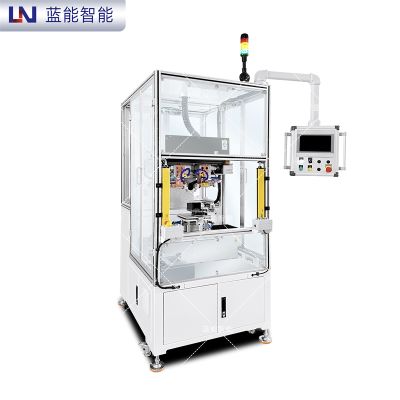
- ·电阻引脚和Y端子自动夹焊机操作视频
《电阻引脚和Y端子自动夹焊机》滤波器引脚自动焊接机功能强大!● 漆皮气化:干净,铜线清晰可见,无压断线情况;● 缝隙分析:横向剖切端子,可见漆包线之间几乎无缝隙,漆包线和铜端子之间几乎无缝隙;
-
- ·G系列热熔自动压接焊机操作视频
生产能力焊接一个端子,时间5-10S。3-三菱PLC,电机采用三菱伺服电机;5-含压力传感器,可以显示实际压力值,并保存压力值;7-具有焊接电流监控、焊接时间监控、铜端子厚度监控、压力监控和上下限报警功能;

-
- ·编织线和端子的自动焊接操作视频
新能源扁线电机引出线焊接原理新能源扁线电机三相引出线和端子焊接以及和Busbar焊接,实际上是一种钎焊焊接,引出线和端子中间需要加“钎料”(钎焊合金),通过电阻焊焊接,因此也就是电阻硬钎焊工艺。
焊接视频VIDEO
客户服务CUSTOMER SERVICE
围绕客户需求和前端技术持续创新,与业界伙伴开放合作,持续为客户、员工和全社会创造价值。以行业优秀焊接技术服务提供商自我要求,铸就受尊重和信赖的品牌。 |
自动焊接系列 Automatic welding series |
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式