
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
- 产品分类 -
PRODUCT CLASSIFICATION
————
-
圆线电机引线焊接
-
扁线电机引线焊接
-
利兹线/丝包线焊接
-
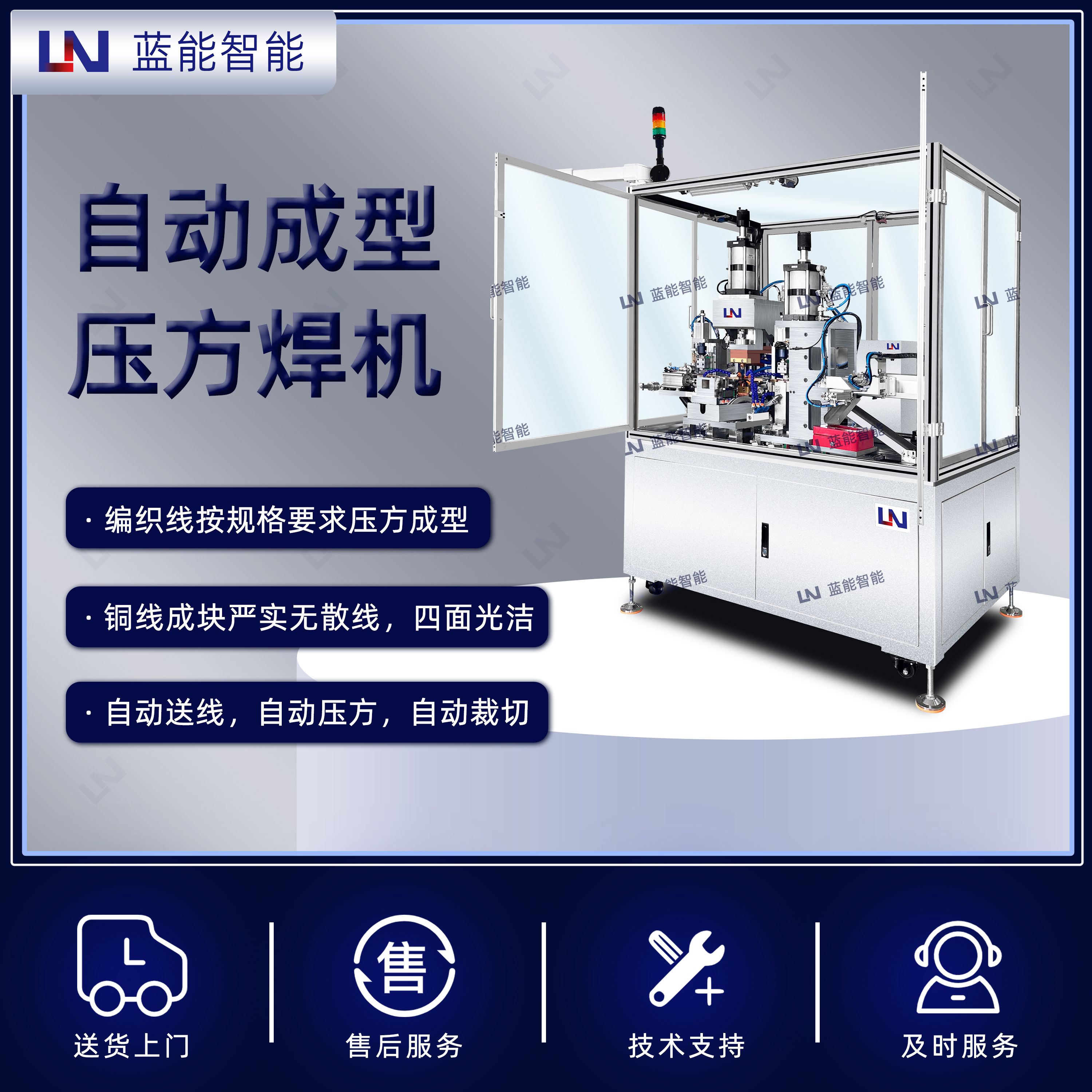
成型压方焊接
-
精密左右焊接
-
自动/其他焊接


扁线电机合作客户: 博格华纳、方正、汇川、易唯科、无锡跃科、铭纳阳、 大连豪森、上海邦迪、长沙易斯特、上海伟本、珠海达明、合力士、艾易得、 东莞皓星、苏州英维特、松正等。




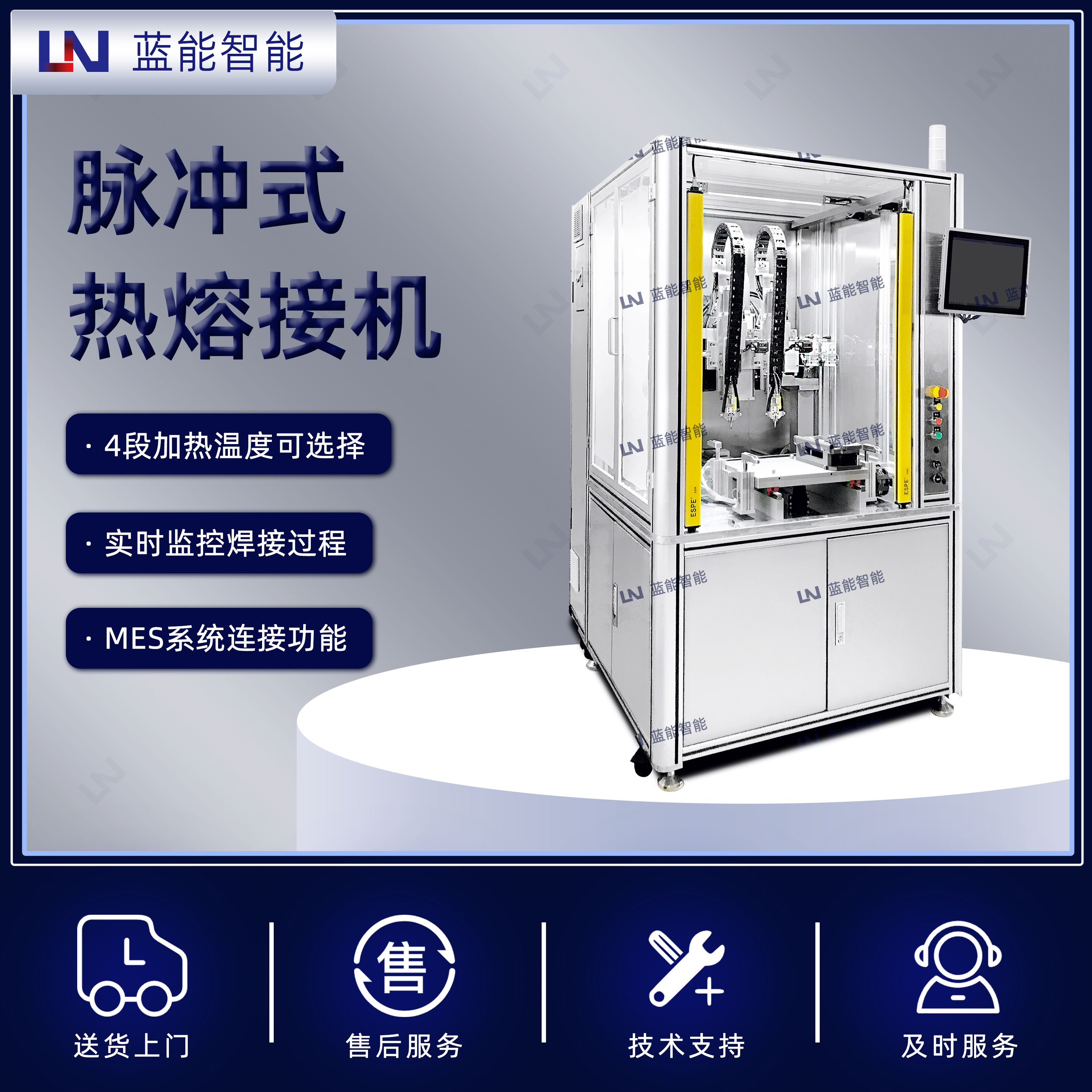
- 热销新品 -
HOT SELLING
————




- 公司介绍 -
COMPANY INTRODUCTION
————
- 荣誉资质 -
QUALIFICATION
————
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6





广州蓝能智能装备股份有限公司成立于2011年,作为精密电阻焊领域的创新先锋,我们始终致力于智能焊接装备的自主研发与产业化应用,为先进制造领域提供高精度、智能化的焊接解决方案。
【企业荣誉】
· 高新技术企业
· 省级“专精特新”企业
· 科技型中小企业
· 中国汽车工业协会车用电机电子电器分会会员
· 中国汽车新能源电机电控产业联盟会员
· 中国电器工业协会中小型电机分会会员
【核心技术】
深耕电阻焊技术研发十余载,已形成涵盖热熔焊接、中频交/直流焊、高频逆变直流焊、精密微点焊等核心技术矩阵。自主研发的智能焊接系统集成数据监控系统、自适应控制等创新技术,实现焊接精度±0.02mm、良品率99.8%的行业领先水平。
【行业赋能】
业务版图覆盖新能源汽车三电系统、航空电子元器件、光通信器件、医疗设备等高端制造领域,构建从工艺研发、设备定制到产线集成的全产业链服务能力。重点服务长三角、珠三角两大先进制造业集群,辐射全国20+省市高端制造基地。
【合作客户】
为华为技术、中车集团、大疆、瑞声、等行业巨头提供设备和服务,累计为12大行业300+企业2000+项目提供智能焊接升级方案,部分客户建立深度技术合作关系,提供高品质产品通过CE等国际认证,技术参数达到欧洲标准,助力客户实现进口替代与工艺革新。合作客户有:
· 新能源电机行业:广汽、大众、苏州汇川动力、浙江方正、博格华纳、卧龙采埃孚、武汉智新、宁波菲仕、合肥巨一、法雷奥、珠海英博尔、索恩格、中车、信质、极电、厦门势拓、威灵汽车、南洋、舜驱、格雷博、奥思伟尔、双林、易唯科、朗高、松正、金康新能源,芜湖杰瑞诺、山东博源、常州新誉、柳机等。
· 伺服电机行业:西门子中国、SEW电机、诺德电机、苏州汇川技术、库卡机器人、艾创、菲仕等。
· 磁性元件行业:可立克、海光、威迈斯、威海昌星、雅玛西、东莞昱懋、铂恩氏、天津光电、京泉华、顺络。
· 空压机行业:广东美芝、芜湖美芝、江西海立、奥克斯、比泽尔。







- 合作客户 -
COOPERATIVE CUSTOMER
————
-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























- 产品焊接视频 -
WELDING VIDEO
————

-
- 企业资讯 广州蓝能2015中秋、国庆假期安排
金九银十的美好季节,中秋团圆,国庆欢聚,早早安排好这快乐的假期吧!我司按照国家规定统一标准的放假安排进行休假。 26-27正常休,28-30上班,10.1-10.7放假,10.8-10.10上班。 敬请客户朋友们、供应商朋友们知悉。如有紧急事情,还是可以直接联系我们的服务人员的。 工作是为了我们美好的生活,创造服务于我们美好的生活。工作积极奋斗,生活激情拥抱。远方的山水、路边的花儿、床头...


-
- 企业资讯 逆变式脉冲热压机——LNR-02
1、机器特点n 采用先进的段控控温系統,可灵活设置各段加温状态. 对温度、时间等参数能高精度地加以控制。温控精度可以达到3%;n 动态响应快,温度曲线平稳;采用了高频逆变频率(4kHz),通电时间控制最小周期为0.25ms,采样毫秒级;n 液晶显示屏在焊接过程中显示温度曲线,显示各阶段的温度。焊接温度实时显示,便于品质管理;n 具有温度失常、...


-
- 企业资讯 LND系列逆变式中频点焊机
技术参数 型号LND-01ALND-02ALND-03ALND-04ALND-06ALND-10ALND-20A输入电压(V)220V/3~380V220V/3~380V220V/3~380V3~380V3~380V3~380V3~380V额定功率(kVA)461012162545最大输出电流(DCA)100020003000400060001000020000负载持续率(%)20...


-
- 企业资讯 公司搬迁通知书——广州蓝能
尊敬的客户朋友们:您好! 承蒙大家长期以来对本公司的大力支持与配合,本公司得以稳步发展!在此向各位表达诚挚的谢意! 现考虑公司发展的需要,自2015年3月30日起,公司将搬迁至新址(具体地址附后),公司其他联系方式,包括电话,传真,商务邮箱,QQ,阿里旺旺,微信等商务联络方式保持不变,仅仅变更办公地址。请知悉。 此次搬迁是我们一个新的起点,我们将更进一步为您提供更优质的产品和服务,与您共同发展...


-
- 企业资讯 羊年正式开跑,奔跑吧伙伴们!
刚道完新春祝福,任性的假期已远去,眨眼来到全速赛道。还带着假期的一点点惺忪,明确开跑的速度。伙伴们不要留恋假期了,我们奔跑吧!我们不会被撕名牌,却有需要守护的品牌,技术和服务融合的品牌,值得我们全速开跑。 那些年的默默奋战,坚不可摧;那些年的勇往直前,铭刻在心;那些年错过的机遇,不再匆匆;那些年客户的支持,朋友的帮助,再回首,我们全身力量! 在奔跑的赛道上,邀请我们可爱的终端用户,供应商,...


-
- 企业资讯 2015年春节放假安排
“辞旧迎新”的感觉总是到春节时更浓烈一些,春节就要到了,就在眼前了,放假咯。怀着愉悦的心情,感谢各方朋友客户过去一年里对本公司的厚爱和支持,这是打心底最诚挚的谢意,特别是看到一个漂亮的销售数据的时候,你懂的。这还将启动我们2015年的激情列车,服务列车,梦想列车,将陪伴每一位支持我们的客户朋友们。 归家路途扑面而来的热闹已在耳边,祝大家旅途愉快!新春大吉,恭喜发财,万事胜意! 在此温馨公示...


-
- 企业资讯 银行卡换“芯”行动,芯片卡焊接电源订单量增长迅速
银行卡换“芯”对我们有什么影响了?我司逆变点焊电源销售量增长因此增长迅速。 当前银行卡已全面“更芯换代”,全国银联公布数据显示,目前全国磁条标准卡存量达34.42亿张,这意味着“换芯”潜藏无限商机。银行卡换“芯”给很多行业带来增长,包括IC卡制造企业,IC卡设备商,终端读卡设备商以及相关的零配件商等都受益。我司逆变点焊电源在IC卡自动碰焊机中应用广泛,这次大大受益了,订单量增长迅猛。一方面是...
- 新闻中心 -
NEWS CENTER
————
-
技术交流
-
企业资讯
-
行业资讯










-
- ·我国新能源汽车发展凸显四大问题
过去一年在党中央国务院的高度重视和坚强领导下,我国坚持发展新能源汽车国家战略不动摇,新能源汽车产业发展取得了可喜的成绩:一是产业规模在持续扩大;二是技术水平有了显着提升;三是企业实力在明显增强;四是配套环境日益优化。 但是,产业发展也面临新形势、新问题。 从世界范围来看,新能源汽车已经成为各国汽车产业发展的战略方向。主要汽车国家及企业纷纷加快创新驱动和融合发展,产业形势正在发生深刻...

-
- ·汽车:“新能源汽车+智能化"=未来
共享经济、大数据、人工智能、智慧交通……在如今的智能网联时代,居民出行已经突破单纯的交通范畴,汽车也已不再是一个简简单单的交通工具,随着产业升级和技术进步,尤其是互联网技术的飞速发展,出行方式和交通体系的变革明显加速。

-
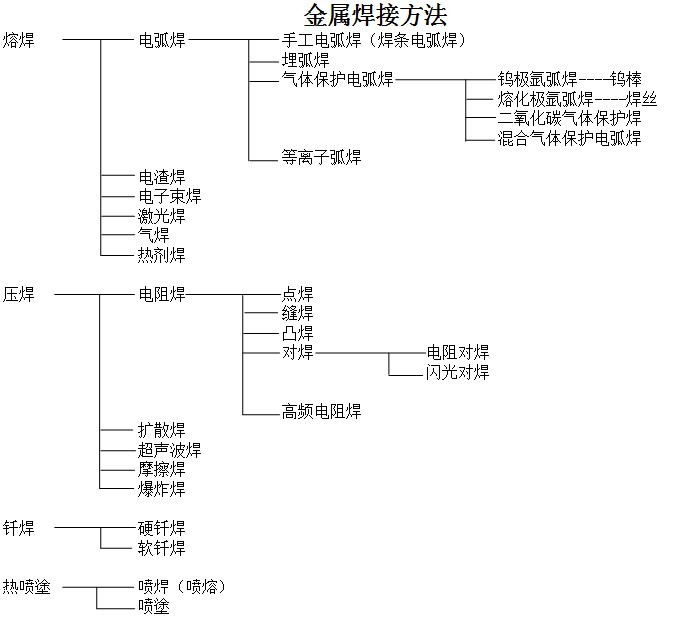
- ·电机引出线怎么焊接?有什么好的工艺?
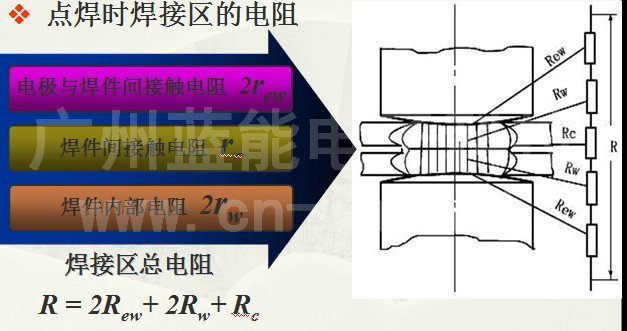
电机引出线漆包线的漆皮可以不用脱漆直接实现焊接吗?可以。这个问题解决了。现在最新的焊接工艺是采用热熔焊接机。电机引出线焊接热熔焊机实现电机引出线漆包线和铜管热熔焊从原理上讲和电阻焊接一样,是把铜管(端子)与有绝缘层的引线置于热熔焊机两电极间,电极产生的电阻热传到铜管(端子)上,利用这个热量以及加压力进行加热软化后压接在一起,使之连通导电的一种端未处理方法。利用这种加工方法,可以省却剥导线绝缘层...


-
- ·动力电池容量衰减谁买单? 宝马/特斯拉做不同回应
不少购买者在电动汽车面前迟疑是因为担忧几年后更换昂贵的电池,而这些担忧其实的杞人忧天的。首先目前电动汽车所使用的动力电池拥有很长时间的循环寿命,这也是几乎没有关于电池电量不足的报道,更多的(但仍然少见)是随着使用时间的推移,续航里程显著减少。事实上,抛开这些,仅仅是电动车和插电式混合动力车的保修就足以打消这种顾虑。


-
- ·别让新能源汽车再吃技术空心化的亏
日前,《美国汽车新闻》(Automotive News)发布了2016年全球汽车零部件配套供应商百强榜(Top 100 automotive suppliers)。我国仅有两家零部件企业上榜:延锋内饰系统有限公司(以下简称延锋内饰)位列第18名、中信戴卡股份有限公司(以下简称中信戴卡)位列77名。 值得点赞的是,延锋内饰成为了首次入围全球零部件领域20强的国内企业。但称赞之余,该榜单...

-
- ·2017年新能源汽车行业9大关键词
每一次政策改变,都直接影响汽车产业的发展。2017年,若干与汽车消费相关的国家政策待改变和确定,这些政策,不仅影响汽车企业,对准消费者、有车一族、换车一族也将产生直接影响。在此对2017年新能源汽车行业整体发展情况进行介绍。
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式