工艺优势
· 焊点光洁平滑,无过融,焊点一致,焊点背面无焊痕。
· 精密焊接能量控制,电流设定最小调节单位1A;电流波动正负2A。
· 精密压力机构拥有良好的垂直度,运动顺畅平稳,压力稳定。
· 配置XYZ轴伺服电机和滑台组件实现自动焊接,对位精度±0.015MM。
· 焊接工装和电极根据用户提供产品规格定制。


.jpg")
《金锡焊盖板焊料焊接工艺半自动点焊机》
预置金锡焊料盖板包括盖板本体和焊接在盖板任意一面的金锡焊料环,盖板本体为矩形薄片结构,
金锡焊料环的外部轮廓与盖板本体的外部轮廓相匹配,金锡焊料环厚度为0.05~0.10mm,宽度为
0.25~2.0mm,焊料为au80sn20。盖板厚度在0.2~0.4mm,盖板材料为4j29合金或4j42合金。金
锡焊料环尺寸与和封装盖板配合使用的封装外壳内尺寸相同,金锡焊料环安装后,外侧边缘与盖板
本体的外侧壁齐平。金锡焊料环采用点焊的方式进行焊接。金锡焊料环焊接前,对盖板本体进行镀
金处理。
一般情况下,焊料环的厚度选择0.05~0.10mm,宽度选择0.30~1.50mm。盖板太薄容易变形,进
而导致钎焊有焊缝,从而使封装产生漏气;太厚时热阻过大,会影响金锡(au80sn20)焊料熔化,从
而影响焊接可靠性。盖板厚度在0.2~0.4mm之间,可靠性高。
陶瓷尤其是多层陶瓷外壳由于其自身特点,在电子元器件小型化封装领域有着得天独厚的技术优势,
是小型化、立体布线的发展方向。为了满足气密性要求,需要金锡封盖处理。封盖将金锡焊料和镀
金盖板进行预制,形成含有金锡焊料环的盖板。
au80sn20焊料熔点只有180℃左右,常规储能焊可能会导致焊接处焊料出现大面积融化,从而影响
后期焊接可靠性。采用精密点焊工艺焊接后外观整齐,焊点一致性高,焊接后盖板背面对应焊点部
位不能出现击穿,变形、凸起、隆起、焊料粘附等缺陷,金锡焊料(Au80Sn20)与盖板焊接可靠,
无脱落、连接不牢情况,焊料不发黄发黑、焊料不过融,焊料环完整不受影响。
金锡焊盖板焊料焊接工艺半自动点焊工艺解说视频如下:
工件情况
预置金锡盖板由镀金盖板、以及焊框组成,镀金盖板由里至外依次包括:合金盖板或陶瓷壳体、
镀镍层以及镀金层焊框是Au80Sn20共晶合金钎料制成的与盖板的尺寸大小相适应焊料框。
工件1:盖板 (可伐合金),盖板表层需进行镀金 或镀镍处理,一般为镀金板。

工件2:预成型焊片(金锡合金)半导体封装,光电子封装专用焊料。

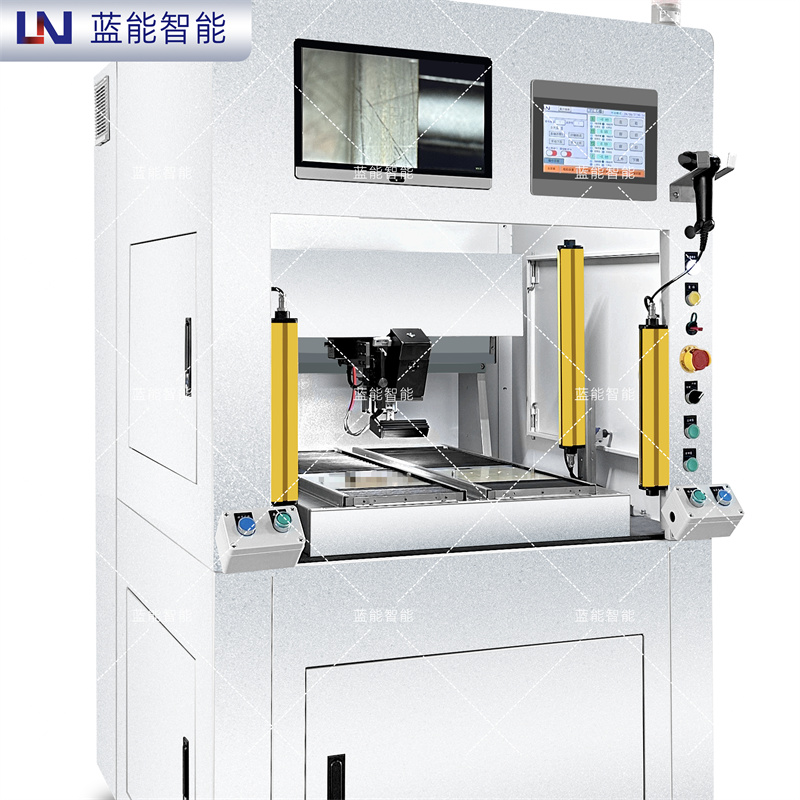
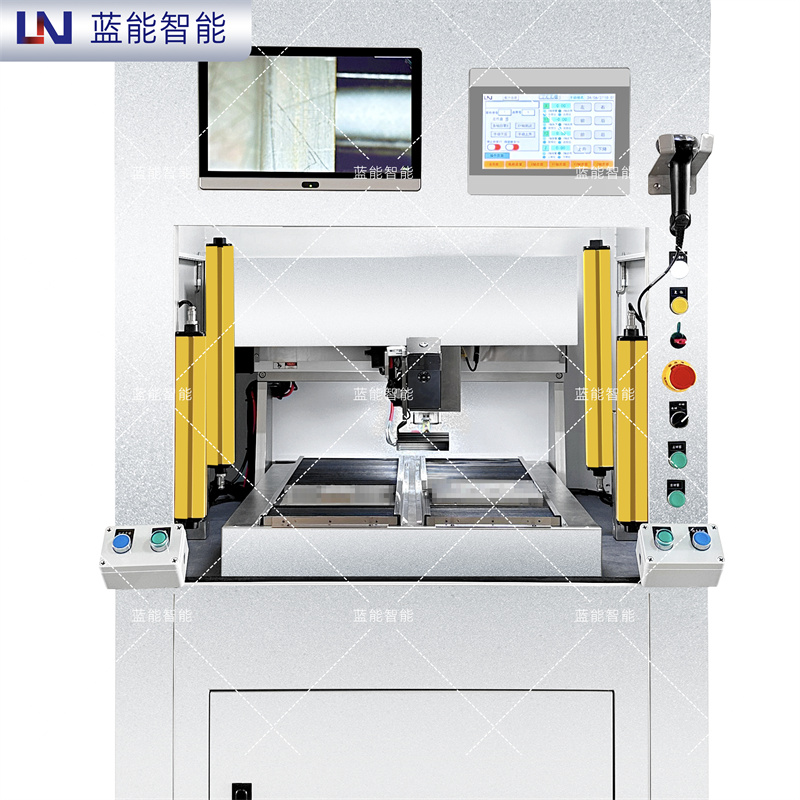
焊机样品外观展示




-----------------------------------------------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------------------------------------------------------------
广州蓝能智能装备股份有限公司
手机:13922491768
电话:020-34154005,34252975
电子邮件:sales@cn-ln.net
网址:www.cn-ln.net
抖音号:58039851786(昵称:广州蓝能智能·电机定子焊接机·漆包线焊接)
微信公众号:cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼