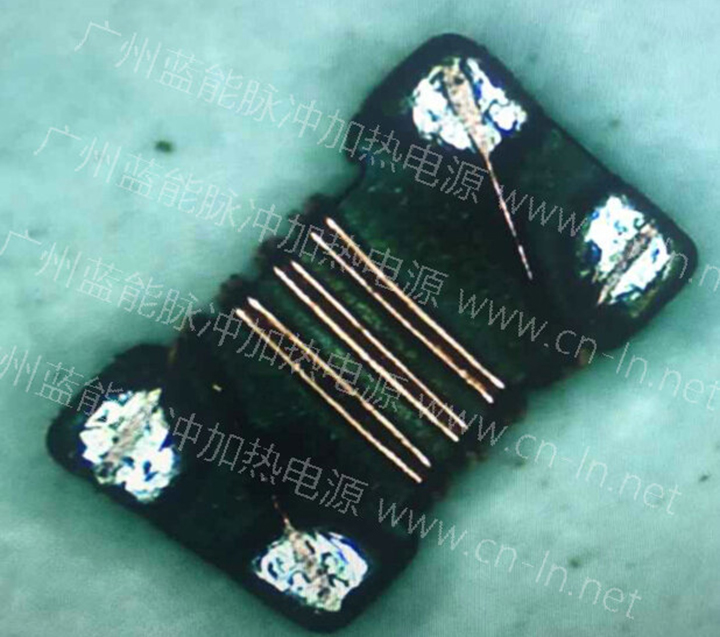
采用脉冲热压温度控制方式焊接电感漆包线,免脱漆。高频电感,线径0.035mm,脉冲式加热方式焊接。

微型电感漆包线的焊接一定要精密的控制焊接温度。所以只能用脉冲电流加热电源方式,而不能采用精密点焊方式。
脉冲加热电源可以将温度控制在正负3度。
脉冲直流热压焊机的原理、精密脉冲加热电源原理
1、脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的正确性。
2、脉冲电流加热装置是瞬间加热方式,只在需要熔化焊锡时进行通电加热。
3、金属制的焊咀有电流通过时发热后熔化焊锡。焊锡熔化后停止通电、进行冷却。加压状态直到焊锡凝固为止,可以得到高信赖性的没有虚焊、浮起的焊接。
FPC/FFC焊接热压焊机的优势:
1、机器作业,可提高焊接效率,减少一半的焊接操作工;
2、焊接一致性好;
3、无短路、虚焊现象,无浮起的焊接
FPC/FFC焊接脉冲热压焊机的特点:
1、采用先进的段控控温系统,可灵活设置各段加温状态。对温度、时间等参数能高精度地加以控制。
2、升温迅速稳定、局部瞬时加热方式能良好地抑制对周围元件的热影响。
3、加压时通电加热和断电冷却同时进行、防止了结合部浮起、虚焊。最适合于柔性材、线材的热压焊、焊锡焊接及树脂粘结。
4、显示各阶段的温度。
5、热电偶的闭环在线反馈控制提高温度的精确度,温控精度在3%左右。
6、焊接压力、焊接时间、焊接温度可精确调节。
7、可存贮20组焊接参数更换产品时非常方便。
8、多个焊点一次完成,效率高、一致性好、焊接强度高、焊点美观、操作简单。
9、10万次的焊头寿命,为贵客户创造价值.
特别适用于FPC TO PCB / HSC(斑马纸) TO FPC(柔性线路板)/ HSC TO LCD /TAB TO PCB 斑马条TAB等产品的焊接.
脉冲电源加热方式的应用例
1、LCD、PDP、手机等电子产品内的柔性线路板的热压接、焊锡焊接等。
2、HDD、线圈、电容、电机、传感器等漆包线的焊锡焊接。
3、电脑等通信机器内的线缆、连接口的焊锡焊接。
4、数码相机、手机等的CMOS、CCD与FPC板的焊锡焊接。
5、继电器、打印机、小型相机等的树脂热压结合。
6、微波器件内部的金线热压结合。
7、激光头连接FPC的焊锡焊接
LNR机器的原理
LNR系列逆变直流热压焊接电源是采用IGBT逆变技术、微机控制技术和现代电力电子技术开发的新型电源。该设备原理见图1。由于采用AC-DC-AC-DC的变换技术,时间控制达到毫秒级精度、控制响应和控制精度大大提高;直流输出(图2)使焊接工艺性显著改善;逆变技术还使设备具有小型、节能高效等一系列优点;微控制器(MCU)与电子技术的采用使该设备具备现代设备的优秀功能,包括数字控制、监控、故障诊断与保护、数据传输等,设备功能齐全、灵活方便、适应面广。该类设备特别适合于铜、铝等有色金属材料的点焊、合金材料的点焊、精密零件的点焊和高质量产品的点焊。
逆变式热压焊机的特点:
1、直流输出。焊接电流为脉动直流(且波纹度小),无交流过零不连续加热工件的缺点,热量集中,提高了焊接热效率,对有色金属材料和一些难焊材料的焊接特别适合,焊接过程稳定、焊接质量显著提高。同时,电极寿命获得延长。
2、由微控制器(MCU)控制,具有温度监控功能。
3、逆变桥采用软开关技术,减小开关损耗,减小电磁干扰。
4、具有温度失常、监控值超限、网压超限、过热等故障诊断与报警功能。
5、逆变桥电流失常自动关断,增强系统保护。
6、两段加热设定,带温度缓升缓降功能,时间宽范围设定(0-250ms),适用复杂焊接过程需要。
7、20组参数储存,方便多种焊接品种使用。
8、240x128 LCD显示,同时显示多种内容。
9、较强的外部通讯功能:焊接结束、故障、计数信号、RS-232数据通讯口,便于自动焊使用。
10、数据存储采用EEPROM,无电池寿命问题。
11、响应速度快。由于采用了较高的逆变频率(4kHz),通电时间控制周期为0.25ms,比通常交流焊机的20ms提高80倍,控制精度明显提高。与电容储能焊机相比,无需充放电,可控性明显增强,特别适合于精密件的焊接和高质量、高精度、高速度焊接。
12、采用先进的段控控温系統,可灵活设置各段加温状态. 对温度、时间等参数能高精度地加以控制。
13、升温迅速稳定,局部瞬时加热方式能良好地抑制对周围元器件的热影响。
14、显示各阶段的温度。
15、热电偶的闭环在线反馈控制提高温控的精确度。
精密脉冲热压焊电源型号
型号 | LNR-01 |
输入电压(V) | 220V |
负载持续率(%) | 20 |
额定功率(kVA) | 4 |
温度设定范围(℃) | 50-600 |
逆变频率(kHz) | 4 |
加热阶段 | 2 |
温度缓升缓降控制 | 有 |
存储焊接规范数 | 20组 |
压头精度 | ±0.01mm |
温控精度 | ±3% |
产品最小间距 | Pitch≥0.01mm |
产品最大尺寸 | 80mm |
热电偶 | E型或K型可选 |
压力范围 | 1-100 |
焊头行程 | 0.1-20 |
外形尺寸(mm)(L*B*H) | 435*185*320 |
重量(kg) | 15 |
中频逆变式脉冲热压焊机和普通脉冲热压焊机的区别
脉冲热压焊机的最核心的因数:焊头温控精度(设定焊头温度的精确性)
温控精度影响主要因数:加热电流控制精度+热电偶反馈温度速度
加热电流控制精度+热电偶反馈温度速度 |
| 中频逆变式脉冲热压焊机 | 普通脉冲热压焊机 |
加热电流控制精度 | 电流直流输出,采用了较高的逆变频率(4kHz),一个周波0.25毫秒,比通常交流焊机的20ms提高80倍,控制精度明显提高。 有电网电压补偿功能,电压波动影响小。 | 工频交流,频率50HZ,一个周波20毫秒。受电网电压不稳定影响,电压收到波动影响较大,不能很好控制电流。 |
热电偶反馈温度速度 (采样速度) | 1毫秒内 | 一般都是几十毫秒以上 |
温度上升速度 | 温度上升速度快,并能保证温控精度,避免对周围器件的损害。 | 温度上升速度较慢,焊接时间需更长,容易损害周围元器件。 |
虚焊 | 虚焊率相当低 | 虚焊率较高 |
焊头寿命 | 焊头寿命损耗小,焊头寿命较长 | 焊头寿命损耗大,焊头寿命较短 |
温控精度 | 正负3% | 偏差较大 |
工件样品焊接
广州蓝能电子科技有限公司在工厂内备有多种功率的精密逆变点焊机(碰焊机)、热压焊机、缝焊机,并且有几百种适合不同产品的夹具(还可根据产品设计夹具),无论贵司有任何产品存在焊接难点问题,广州蓝能电子都诚恳的欢迎您来我司(或将工件寄到我司)焊接打样,我们工程师30年的“电阻焊研究”和对焊接工艺的深度理解,完全有可能助你找到最佳的焊接解决方案。