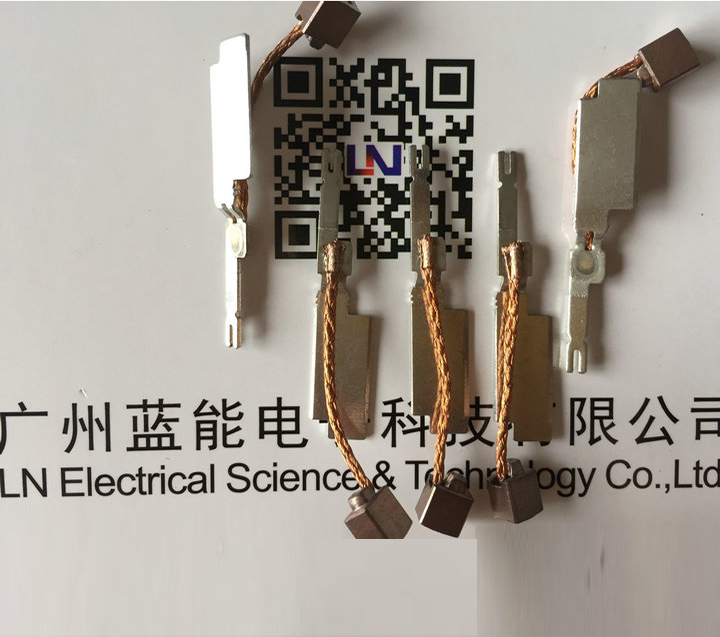
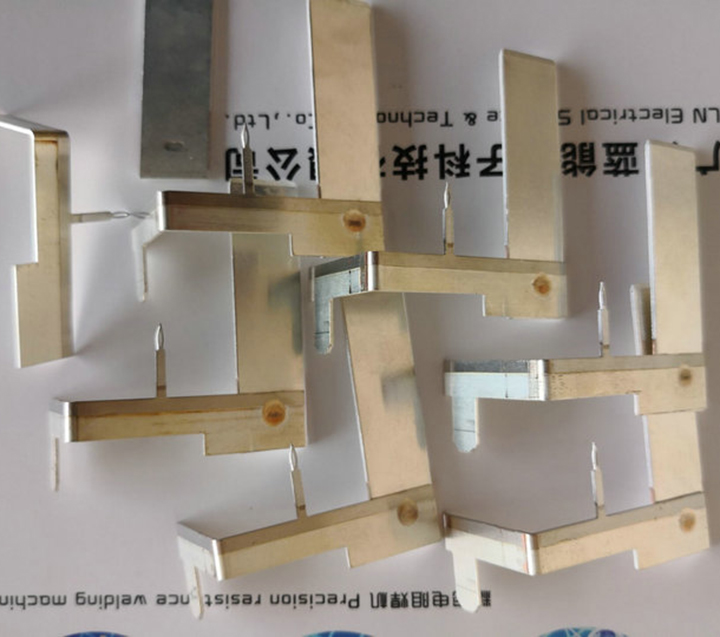
碳刷焊接逆变直流式点焊机
碳刷焊接逆变直流式点焊机LND-200A,强大的功能,漂亮的外观,负载大体积小,很有竞争力的价格,绝对是你放心的选择!非常适合小电机马达线圈U型端子、碳刷、线束成型压缩、汽车部品、电装部品、电子部品、小家电五金等焊接。完全可以媲美米亚基IS-300A,IPB-5000A,AVIO NRW-IN400P


碳刷焊接逆变直流式点焊机技术参数
型号 | LND-200A | 界面 | 7寸电容触摸屏 |
输入电压 | 380V | 输出电压 | 单相PWM 输出 500V |
初级最大输出电流 | 200A | 次级最大输出电流 | 10000A |
逆变频率KHZ | 2 | 焊接规范数 | 20 |
核心配件 | IGBT:西门康/富士 二极管:ABB | 变压器额定输出功率 | 130KVA (20%负载使用时) 65KVA (100%负载使用时) |
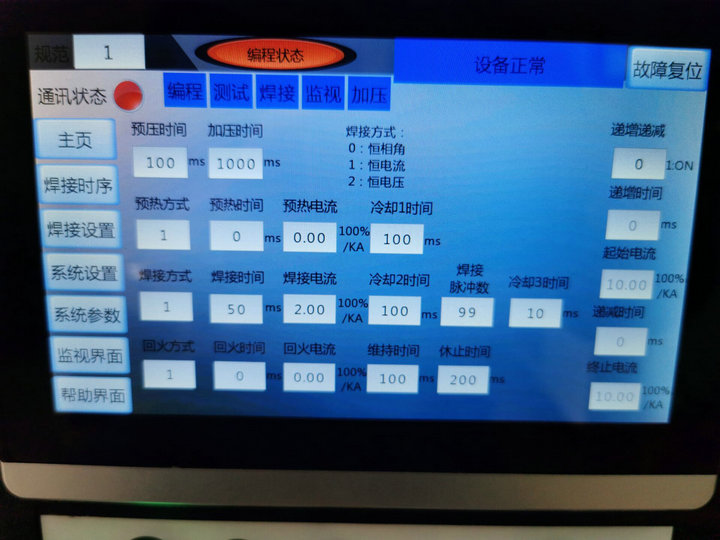
三段加热过程 | 预热、焊接、回火 | 焊接段通电次数 | 1-99次任意通电设定 |
控制方式 | 恒电流、恒电压、恒相角 | 位移到达通电中断 | 有(保证变形量的一致) |
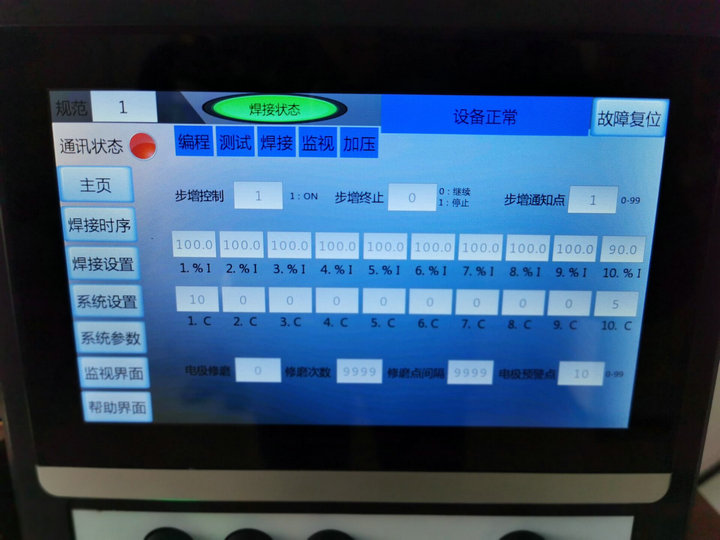
电流步增、衰减功能 | 有 | 电流缓升缓降 | 有 |
电流监控 | 有 | 电流、时间等数据保存和触摸屏显示 | 有 |
焊点计数 | 有 | 电极使用次数报警 | 有 |
冷却水 | 流量 3L/MIN,温度≤30℃ | 控制器尺寸 | 290*215*525 |
高频变压器
一体型变压器,体积更小,负载更大,相对普通中频变压器,更能满足大电流长时间的焊接。
变压器有两档选择,7.1V和8.5V可选,针对不同的焊接,不同的回路,可以选择不同的电压。
非常适合自动化连续焊接的高要求使用。
碳刷焊接逆变直流式点焊机控制器和工频交流控制器的对比
1. 高频焊机焊接电流接近完全直流,由于没有明显的峰值电流,熔核尺寸稳定扩大,几乎没有飞溅,焊接质量稳定、热效率高。与工频焊机相比,中频焊机焊接电流可降低40%,电极使用寿命大大延长。
2. 高频焊机变压器重量和体积小,输入功率低,便于采用连变压器式焊钳。当运用于机器人点焊操作时,可使机器人的负荷减轻,而工频焊机在自动线上运用时则需要负载能力更强的机器人。
3. 高频焊机的响应速度是工频焊机的20倍,电流能够更快地达到设定值,更准确地分析参数,焊接质量控制更精确。
4. 高频焊机三相负荷均衡,功率因数高(0.9左右),节能。而两相工频焊机,工作时很难保证相电压之间的均衡,功率因数低(0.6左右),三相工频焊机则很难实现恒流输出。
5. 高频焊机适用多种材料及异种金属的焊接,如铝合金、不锈钢、高强度钢板等材料。另外,对于镀锌板和普通多层板的焊接,其焊接质量也远高于工频焊机的焊接质量。而工频焊机只适应焊接性能好的材料,如低碳钢板。
从综合性能来看,高频焊机运行的能源成本比工频焊机节约近1/3,适合自动线运用,控制智能化程度高,适应材料范围广,符合安全性要求高和新材料焊接发展的方向,在高焊接要求领域会有越来越广泛的应用。
焊接应用