LN电机定子星点线焊接机,优良率99.9%

60多家电机企业使用我司设备(包含以下客户):
法雷奥西门子电动汽车 | 日本电产KDS(金泰德胜电机) |
中车电机技术有限公司 | 苏州朗高电机有限公司 |
重庆金康电动车(小康电动车) | 安徽巨一动力系统 |
深圳大地和电机 | 苏州韦贝电机科技有限公司(绿控集团) |
合普电机股份 | 宁波菲士电机 |
上海力信电机 | 创驱(上海)新能源科技有限公司 |
湘电莱特电机 | 江苏一东航空机械有限公司 |
苏州百狮腾电气 | 常州市武起常乐电机有限公司 |
南京越博新能源 | 江苏超力电器有限公司 |
苏州和鑫电气股份有限公司 | 江苏伯海电驱动科技有限公司 |
江苏博能传动 | 常州富兴机电有限公司 |
浙江赛安电气科技有限公司 | 浙江创驱驱动 |
浙江新能机电科技 | 浙江金龙电机股份有限公司 |
浙江特种电机 | 核心驱动科技(金华)有限公司 |
福建宁德时代电机 | 福建百隆电机有限公司 |
南阳飞驰电机 | 深圳聚马新能源 |
襄阳宇清电驱动科技有限公司 | 唐山普林亿威科技有限公司 |
深圳可立克科技股份有限公司 | 江门蒙德传控 |
深圳英威腾某子公司 | 山东得普达电机 |
青岛法恩高科机械设备有限公司 | 江苏本格机械 |
昆山捷云智能装备(大连智云自动化装备) |
|
备注:没有任何一家企业能有我们合作的客户多。我们积累了非常丰富的实践经验,一开始就帮你避免了任何可能的风险。假如万一存在问题,我们也有足够的实践经验帮你立即解决问题。
设备性能强大
焊接效果:
1、三相线电阻偏差小于0.5%
2、焊接后铜端子厚度偏差在0.1mm
3、漆皮气化干净,铜线清晰可见,无压断线情况
5、漆包线拉力实验:无漆包线拉脱情况,必须拉断,单根拉力值相对较大,总拉力趋于一致
6、铜管(端子)无焊裂,漆包线无起火现象,端子无炸裂
7、纵向剖切端子,漆包线无松散
8、横向剖切端子,漆包线之间几乎无缝隙,漆包线和铜端子之间几乎无缝隙
9、漆包线全数导通实验:利用tester验证端子与每根漆包线间均为导通,电阻值比较一致
10、漆皮焦化面积相对小
功能概述:
1、焊接电源采用中频逆变焊接电源,有60组规范保存
2、带西门子1200系列PLC
3、含位移传感器,可检测铜端子高度,实现铜端子变形量监控,有铜端子变形量到达断电功能,能保证焊接的一致性
4、含压力传感器,可以显示实际压力值,并保存压力值
5、含SMC电器比例阀,含压力设置功能,可以保存每一组规范对应的压力设置值,切换规范时,不需重新设置压力;一次焊接过程中可以设置不同压力曲线,保证最佳效果。
6、有焊接电流监控、焊接时间监控、位移监控、压力监控
7、具有电流、时间、位移、压力上下限报警
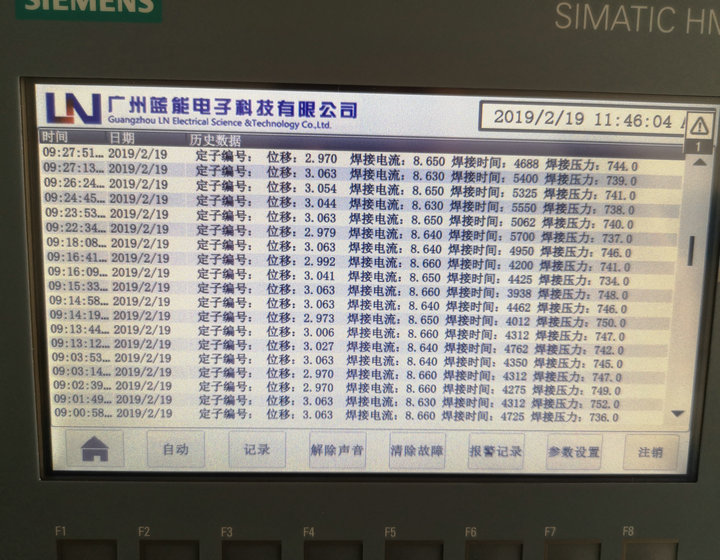
8、焊接电流、焊接时间、铜端子厚度(位移)、压力等数据可以统一保存,可以保存在触摸屏U盘,可以在触摸屏显示查看,可以保存在PLC
9、含扫码枪,可以扫码定子二维码读取定子编号,数据和编号对应保存。
10、 留有两个网口,数据可以保存并预留端口可上传到MES系统。网口为RJ45网口,profinet通信协议。一个网口用于与产线设备交互,另一个用于与MES通信。
11、 具有电极使用次数提示报警
连续焊接能力:
LN-RRJ100 5-50平方引出线或星点线焊接,铜管铜端子最大外径13.5mm,漆包线单根线径最大1.2mm
LN-RRJ125 10-120平方引出线或星点线焊接,铜管铜端子最大外径20mm,漆包线单根线径最大2mm
适用电机定子范围:
1、电机定子引出线伸出电机壳体的长度要求≥20mm
2、电机定子星点线伸出电机壳体的长度要求≥20mm
3、定子外径小于500mm
适用漆包线:耐温等级200级及以下
电机引线焊接热熔焊接机效果对比 |
项目 | 广州蓝能电子科技有限公司 | 国内同行 | 日本米亚基、美国联盟设备、意大利CASTECH、德国Strunk | 备注 |
漆皮气化干净度 | 漆皮气化干净,铜线清晰可见 | 漆皮气化相对不干净 | 漆皮气化干净,铜线清晰可见 | 漆皮气化不干净会存在三相电阻值不平衡、不导通等等问题 |
三相线电阻不平衡值 | 很好,基本在0.1%以内 | 比较大 | 相对较好 | 最重要的参数之一 |
焊接一致性 | 焊接一致性非常好,铜端子变形量不平衡可以控制在0.05mm内,实际可达到0.025mm内。 | 一致性差,铜端子变形量不平衡度甚至超过1mm | 有个别带有位移监控功能的,一致性好。 一致性差,铜端子变形量不平衡度甚至超过1mm | 一致性不好,会存在三相线电阻值不平衡,断线,不导通,焊接过大等等问题 |
横截面缝隙 | 几乎无缝隙 | 缝隙相对较大 | 几乎无缝隙 |
|
端子外观 | 漂亮,无熔融现象 | 熔融现场常见,氧化较严重 | 基本无熔融现象 |
|
拉力 | 漆包线只能拉断不能拉出,拉力相对较大 | 个别漆包线能拉出,拉力相对较小 | 漆包线只能拉断不能拉出,拉力相对较大 |
|
端子炸裂和漆皮着火现象 | 无 | 经常性端子炸裂和漆皮着火 | 无 | 造成电极损伤,需要重新打磨,很浪费时间。并且不安全。 |
焊接效果检测和监控功能 | 有。有OK和NG报警 | 基本没有 | 个别有 | 有此功能保证了焊接的优良率 |
位移传感器 | 有 | 很少有 | 很少有 |
|
位移到位断电功能 | 有 | 基本没有 | 个别有 | 有此功能保证了焊接的一致性 |
压力设置功能 | 有 | 基本没有 | 基本都有 | 能够保存压力设置,保证了更换不同规格产品时,压力能够对应变化和保持一直。 |
压力传感器和压力显示 | 有 | 基本没有 | 有 | 对压力进行分析和设置一致压力 |
焊接电流和焊接时间保存 | 有 | 基本无 | 基本无 | 可对数据进行保存,便于分析。 |
端子变形量数据保存 | 可以选配 | 无 | 无 | 对焊接效果分析具有非常重要的作用 |
数据追溯功能 | 可以选配 | 基本没有 | 个别有 | 可以对数据进行保存及追溯 |
先进的焊接电源和变压器
采用中频逆变焊接电源,电流输出稳定,闭环控制,不会受电网网压影响和对网压冲击。定制性变压器,能适合电机引线焊接中大电流长时间的电流输出。
相对于普通的工频控制器,中频控制器有着如下的优点:
1. 三相交流电源输入,用电平衡;功率因数高;
2. 对相同的焊接工件,焊接时间缩短,省电,焊接稳定区加大;电极寿命增长;
3、软件的特别升级,尤其满足了电机定子引出线焊接的高要求,保证了电流的稳定,满足高负载的使用。
4. 能够避免漆皮过度烧伤;
5. 对电流的快速响应控制提高了焊点的质量。
6. 独特的热能控制系统保证了在连续焊接中铜管的变形量趋于一致。
强大的监控系统保证焊接品质
铜端子变形量(位移)监控
为了保证焊接的一致性,特别开发了一套控制系统。这套系统需要借助于“西门子PLC”,位移传感器。
通过此系统,PLC能采集焊接时的压力、位移参数并即时保存,监控。
铜端子(铜管)变形量可以通过PLC设定并保存,并和电流设定的规范对应起来。在焊接时当铜端子(铜管)变形量达到所设定的值,焊接电源会停止放电,并保持1-3S,气缸抬起,得到更趋于一致的焊接。
变形量只需通过PLC来设定,不需通过气缸行程限制。
压力设置系统和压力监控系统
控制器(焊接电源)自带压力设置系统,配合SMC电气比例阀,针对每一种规格端子,我们都可以设置对应的压力并且保存。这样就避免了更换不同规格铜端子时要重新设置压力。
1、配有SMC电气比例阀,每一组规范对应的压力值都可以通过控制器来数值设置压力,并且可以保存,避免的通过手动调节调压阀造成的压力不一致。不同规格铜端子对应不同的压力值可以自动切换,不需再设置。在整个焊接过程中,每一个时间断都可以设置不同的压力,得到更好的焊接效果。
2、配有压力传感器,可以实时显示压力值并且可以保存。压力有监控功能,当压力超出设定范围,会报警。
3、配有压力开关,当气压低于设定范围时,会报警。
4、配有精密稳压阀,保证气压的稳定。
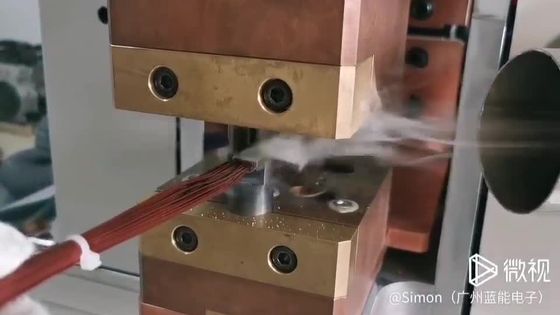
设备操作流程
1、工人将产品与治具推至焊接工作平台内;
2、作业员将电机上所需焊接的端子位置对准至下电极焊接区域;
3、脚踩下“脚踏开关”——上电极下压到位,上电极压紧产品——再次手按下“通电开关”——焊接——焊接完成上电极自动复位——切换焊接点位循环作业——推出产品回归产线——重复作业。(任意过程可以按急停开关复位)。
设备在客户使用现场图:



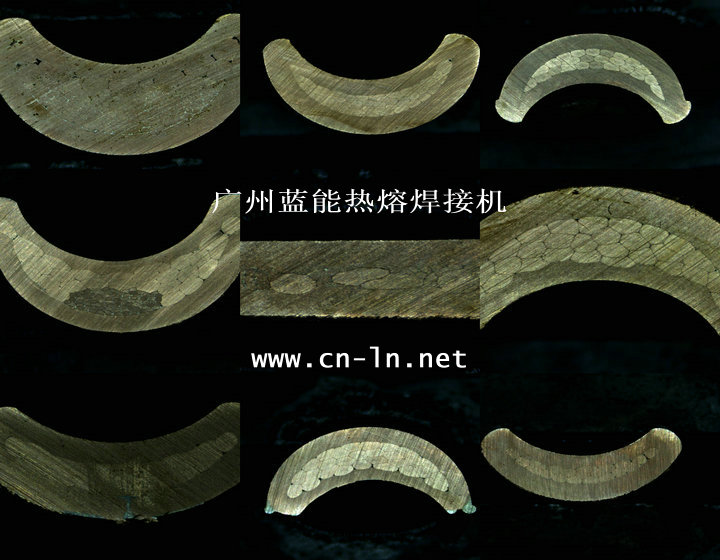
样品:



漆皮气化干净,铜线清晰可见,无压断线情况

横向剖切端子,漆包线之间几乎无缝隙,漆包线和铜端子之间几乎无缝隙
具备电流、时间、位移、压力显示和保存