
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center





- 产品介绍
- 应用案例
LN空压机电机定子引线焊接机工作原理和步骤
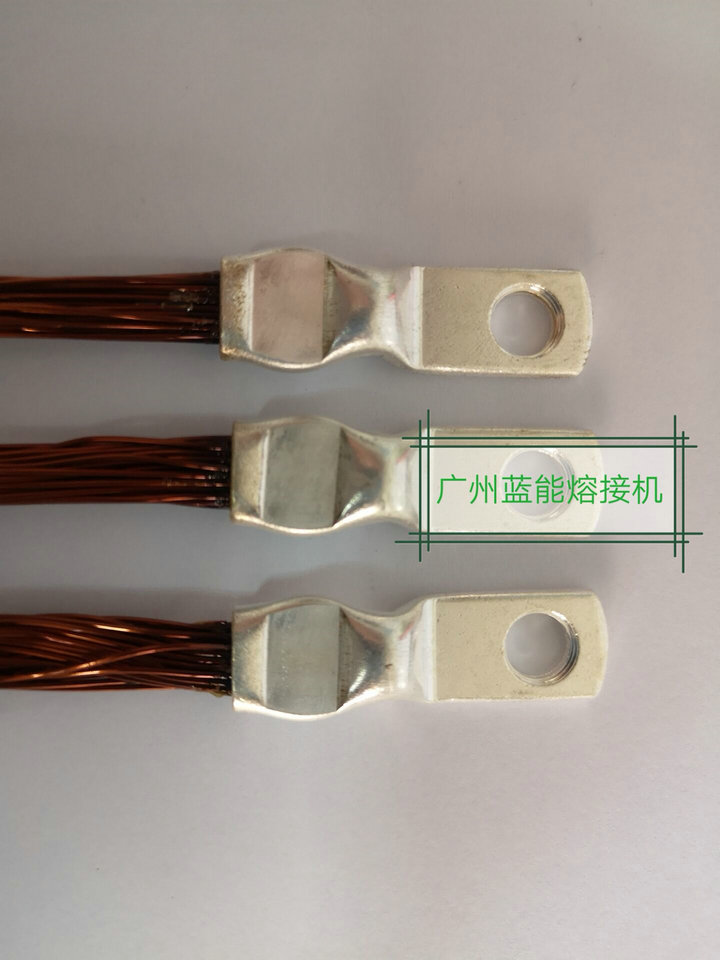
LN空压机电机定子铜鼻子热压焊熔接是把电极产生的电阻热传到端子上,利用这个热量以及加压力进行压接。是利用电阻热能保证首先剥离导线的镀层,然后依靠端子的夹力来确保结合强度的热压工艺手段。这里需要强调的是,热压焊并不是焊接,而是热压接这一概念。
作为焊接支持,LN-RRJ100焊接机需要用到铜端子或铜管。
热熔接过程包括两项同时发生的操作:1、经过电极之间的电流加热铜端子或铜管并导致漆包线线漆皮汽化,2、电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
LN空压机电机定子引线热熔焊接机优势
1、不用事先去漆皮,不用焊锡;
2、接线铜端子熔接工艺,熔接部分具有更低的电阻;
2、焊接强度是远远高于其他“焊锡工艺”等;
3、通过此种熔接方式,不可能将电磁线从“接线端子”里拔出来;
4、通过此种焊接方式,成本低,没有其他的耗材成本;
5、可以精密控制电流的输出;
6、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
7、生产效率快,一次只需几秒至二十秒就可以完成;
8、 可配有直径不同的电极,而且它们的更换方式很简单、迅捷。
空压机热熔焊接机验收标准。
1、导通率:每一根漆包线都是导通的;
2、三相线电阻差值:小于0.5%;
3、熔接程度:剥开端子,能够清晰看到每一根漆包线都是明显的去掉了漆皮,从端子的中间锯开,能够明显看到漆包线之间是几乎没有缝隙的;
4、测试拉力:每根漆包线不能拉出,只能拉断。
5、端子外观:端子的任何部分没有熔融的现象。
生产节拍:
焊接一个线鼻子,时间 5S——15S。
广州蓝能电子科技有限公司 www.cn-ln.net
合作客户:
法雷奥西门子电动汽车、NIDEC-KDS、中车电机、合肥巨一动力系统、重庆金康汽车、宁波菲仕电机、苏州朗高电机、苏州绿控电机、合普电机、大地和电机等60多家企业(截止2019年2月)。


-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式