
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
- 产品介绍
- 应用案例
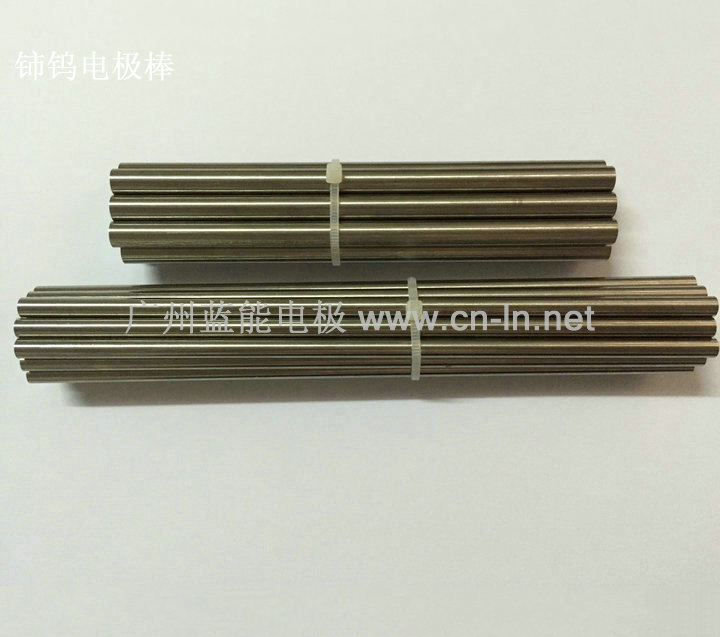
铈钨电极棒
铈钨电极是在钨基中添加稀土氧化铈经过粉末冶金和压延磨抛工序制作而成的钨电极产品,是我国最早生产的无放射性钨电极产品,该产品的特点是在低电流条件下有着优良的起弧性能,维弧电流较小。因此,它常用于管道,不锈钢制品和细小精密部件的焊接。在低电流直流条件下或电极直径在2.0mm以下,铈钨电极是钍钨电极的首选替代品。
铈钨电极简介
铈钨电极在20世纪80年代早期就介绍了到美国,作为一种非放射性钨电极来替代钍钨。通常铈钨电极里面含有2%的氧化铈。众所周知,铈钨电极在低电压下,适合直流焊接,因为在低电压下容易起弧,在工作时比钍钨要低10%。用于管道焊接,铈钨电极是最流行的,也通常用来焊接细小部件。和纯钨电极相比,铈钨电极有更低的燃烧率或蒸发率。随着氧化铈含量的提高,这些优点也提高。铈具有最高的迁移率,因而在开始焊接的时候,焊接性能非常优良。随着时间推移,由于晶粒长大,迁移率会显著降低。然而在低电压下,寿命比钍钨电极更长。正是由于这些特性,通常有利于短周期焊接或者具体的焊接量,然后才能更换电极。高电流、电压焊接最好使用钍钨电极或者镧钨电极。铈钨电极(EWCe-2)成功用于直流或者交流电上,然而主要还是用于直流电焊接,因为在交流焊接时,铈钨电极容易劈裂。
铈钨电极优点
铈钨电极的优点是无辐射,熔化率低,使用寿命长。铈钨电极是在低电流焊接下最好的产品同时也用于其他低电流如微小的和复杂的零件的焊接。铈钨电极具有钨的性能以及这种电极的环境价值,铈钨电极头的颜色是灰色。
铈钨电极与钍钨电极相比有如下优点:钍钨电极有轻微的辐射,它们要在高电流情况下才能够运行。然而,铈钨电极是属于非辐射的焊接材料,并可以在低电流下运行。
铈钨电极可以代替钍钨电极。铈钨电极的另一个化学性质是,它们的阴极斑点小,压降,不燃烧,所以在氩弧焊接中是最广泛使用的。
铈钨电极用途
适用于直流电或交流电焊接,尤其在小电流下对有轨管道、细小精密零件的焊接效果最佳。主要应用于碳钢、不锈钢、硅铜、铜、青铜、钛等材料的焊接,但是有轻微的放射性污染。
铈钨电极成分标准
牌号 | 掺杂量% | 其他杂质量% | 电子逸出功 |
铈钨电极 | 1.80-2.20 | <0.20 | 2.7-2.8 |
规格
型号 | 直径 | 长度 | 成分 | 焊接材料 |
铈钨电极 | 0.5mm | 150mm/200mm | CeO2 余量:钨 | 碳钢 不锈钢 铜 铝 |
1.0mm | 150mm/200mm | |||
1.6mm | 150mm/200mm | |||
2.0mm | 150mm/200mm | |||
2.4mm | 150mm/200mm | |||
3.0mm | 150mm/200mm | |||
3.2mm | 150mm/200mm | |||
4.0mm | 150mm/120mm | |||
4.8mm | 150mm/200mm | |||
5.0mm | 150mm/200mm | |||
6.0mm | 150mm/200mm | |||
7.0mm | 150mm/200mm | |||
8.0mm | 150mm/200mm | |||
10.0mm | 150mm/200mm | |||
12.0mm | 150mm/200mm |
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式