
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center

- 产品介绍
- 应用案例
800A中频电阻焊机控制器
LN大功率中频逆变电阻焊机控制器技术参数
型号 | LND-400A | LND-800A | LND-1200A | LND-2400A |
操作界面 | 触摸屏 | 触摸屏 | 触摸屏 | 触摸屏 |
输入电压 | 380V | 380V | 380V | 380V |
输出电压 | 单相PWM 输出 500V | 单相PWM 输出 500V | 单相PWM 输出 500V | 单相PWM 输出 500V |
输出电流 | 400A | 800A | 1200A | 2400A |
焊接电流可达 | 20000A | 35000A | 50000A | 80000A |
逆变频率KHZ | 1 | 1 | 1 | 1 |
三段加热过程 | 预热、焊接、回火 | 预热、焊接、回火 | 预热、焊接、回火 | 预热、焊接、回火 |
焊接段脉冲放电次数 | 1-999 | 1-999 | 1-999 | 1-999 |
焊接规范数 | 20组/60组 | 20组/60组 | 20组/60组 | 20组/60组 |
控制方式 | 定电流/定电压 | 定电流/定电压 | 定电流/定电压 | 定电流/定电压 |
电流监控 | 有 | 有 | 有 | 有 |
焊点计数功能 | 有 | 有 | 有 | 有 |
冷却水 | 流量 6L/MIN,温度≤30℃ | 流量 6L/MIN,温度≤30℃ | 流量 8L/MIN,温度≤30℃ | 流量 8L/MIN,温度≤30℃ |
LN大功率中频直流电阻焊机控制器特点
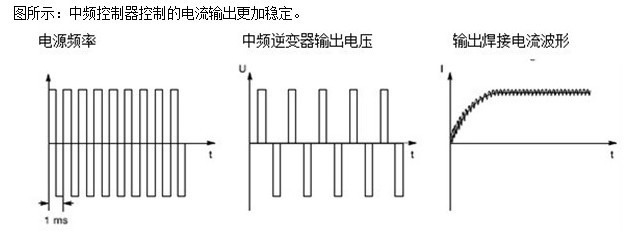
中频逆变器输出电流为直流形式。所以焊接过程更加容易控制,焊接速度更快,而且焊接过程更加稳定。本机的焊接频率为1kHz,所以相对于50hz电源来说,电流的调节过程更快更准确。如图所示:中频控制器控制的电流输出更加稳定。
中频直流电阻焊机控制器有着如下的优点:
1.二次焊接回路中流过的电流是直流的。因此由于深入焊接工件中不同的浸深而产生的二次回路中的感抗对焊接电流的影响大大减小。
2.焊接变压器的质量大大减轻。
3.电极寿命更长。
4.可以焊接铝和镀锌金属等材料,焊接结果良好。
5.尤其适合于三层板焊接、非常薄的材料的焊接以及精密焊接的要求。
6.少飞溅
7.对于电流的控制提高了焊点的质量。
中频直流电阻焊机控制器和工频交流控制器的对比
1. 中频焊机焊接电流接近完全直流,由于没有明显的峰值电流,熔核尺寸稳定扩大,几乎没有飞溅,焊接质量稳定、热效率高。与工频焊机相比,中频焊机焊接电流可降低40%,电极使用寿命大大延长。
2. 中频焊机变压器重量和体积小,输入功率低,便于采用连变压器式焊钳。当运用于机器人点焊操作时,可使机器人的负荷减轻,而工频焊机在自动线上运用时则需要负载能力更强的机器人。
3. 中频焊机的响应速度是工频焊机的20倍,电流能够更快地达到设定值,更准确地分析参数,焊接质量控制更精确。
4. 中频焊机三相负荷均衡,功率因数高(0.9左右),节能。而两相工频焊机,工作时很难保证相电压之间的均衡,功率因数低(0.6左右),三相工频焊机则很难实现恒流输出。
5. 中频焊机适用多种材料及异种金属的焊接,如铝合金、不锈钢、高强度钢板等材料。另外,对于镀锌板和普通多层板的焊接,其焊接质量也远高于工频焊机的焊接质量。而工频焊机只适应焊接性能好的材料,如低碳钢板。
从综合性能来看,中频焊机运行的能源成本比工频焊机节约近1/3,适合自动线运用,控制智能化程度高,适应材料范围广,符合汽车安全性要求增高和新材料焊接发展的方向,在汽车行业会有越来越广泛的应用。
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式