大功率中频电阻焊机
中频逆变电阻焊机,非常适合镀锌钢板,带凸点板材,厚不锈钢板的焊接
中频逆变器输出电流为直流形式。所以焊接过程更加容易控制,焊接速度更快,而且焊接过程更加稳定。本机的焊接频率为1kHz,所以相对于50hz电源来说,电流的调节过程更快更准确。
相对于普通的工频控制器,逆变中频控制器有着如下的优点:
1.二次焊接回路中流过的电流是直流的。因此由于深入焊接工件中不同的浸深而产生的二次回路中的感抗对焊接电流的影响大大减小。
2.焊接变压器的质量大大减轻。
3.电极寿命更长。
4.可以焊接铝和镀锌金属等材料,焊接结果良好。
5.尤其适合于三层板焊接、非常薄的材料的焊接以及精密焊接的要求。
6.少飞溅
7.对于电流的控制提高了焊点的质量。
中频电阻焊接系统组成
如图所示:整个焊接系统由控制器、中频变压器、工件组成。其中控制器又包含多个部分,有电源驱动、整流部分、电容板、IGBT、以及中心控制部分。
主要特点:
1.输出电源频率:1KHZ,时间精度为 ms 级;
2.可编程最多64套焊接规范;
3.三段加热过程:预热、焊接、回火;其中焊接段中可以自己定义递增和递减段;
4.可编程压力控制,最多可定义10个压力段;
5.可编程输出I/O口:可编程3段输出,更好地与PLC、机器人等适配;
6.焊点计数功能。
碰焊机,中频碰焊机技术参数
1.输入电压:三相380V,50HZ/60HZ,电源波动+10%,-20%;
2.输出电压:单相PWM 输出 500V;
3.输出电流:依控制器型号不同而不同,最大为400A(800A ,800A,1200A,2400A);
4.冷却水:流量 >6L/MIN,温度≤30℃(依控制器型号不同而不同);
5.工作环境温度:0~50℃;
6.气阀规格:DC24V。
一、镀锌板焊接本身存在的问题:
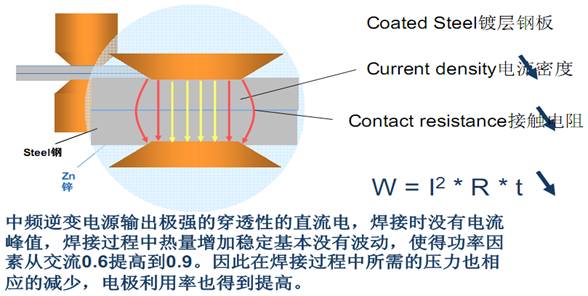
1.适用的焊接参数范围较小,由于接触面上存在低电阻率、低硬度、低熔点的锌层,使接触电阻减小,电流场分布不均匀,影响了熔核的形成和大小。左图为镀锌板点焊时的电流分布。
2.电极寿命缩短,由于锌层熔点较低,表面易烧损,沾污电极后在电极表面形成合金,易过热变形,降低电极寿命。
3.容易产生焊接喷溅,影响焊点质量的稳定性。
4.熔核内易出现裂纹、气孔或软化组织。在镀锌钢板点焊过程中,由于焊接规范不合理,会使接头中残留部分锌及锌铁合金在熔核结晶过程中,可能会形成细小裂纹或气孔,残留锌较多时还会形成软化组织。
二、提高镀锌钢板点焊质貴的途径
1. 选择并严格控制焊接工艺参数。镀锌钢板点焊质量的评估是指单个焊点的强度,
耐腐蚀性的高低,更重要的是指在大生产条件下焊点的合格率。在实际生产中影响焊接质量的因素相当多,例如网路电压的波动、分流、电极的磨损,以及装配质童等。由于镀锌钢板焊接参数的范围本来就小,更需要严格控制,在板厚变化时还需要进行调整。
2. 釆用合理的电极材料、电极形状和尺寸,并及时修整或更换电极,电极良好的冷却对保证焊接质量是很重要的。
3. 采用多脉冲或Slope电流方法来焊接镀锌钢板。一种是增加预热和后热电流,另一种是增加缓升和缓降电流。通过用高速摄影拍摄焊核的形成过程,研究了改变电流的作用,认为:1)电流的改变能够促进焊核的形成;2)焊前的电流改变有助于焊核的均匀形成:3)焊后的电流改变有助于约束熔核,防止飞溅;4)焊后和焊前的电流同时使用可以综合两者的优点。这种电流改变已经用于镀锌钢板的焊接生产。
4. 增加控制功能,提高控制精度,进行焊接参数实时监测。
在镀锌板的点焊研究中,电极材料是一个注目的焦点,研究主要集中在现有电极与镀层之间的相互作用特点分析, 以及开发新的电极材料。国外镀锌板点焊用电极材料主要有Cu— Cr(0.8%Cr) 、Cu— Zr(0.15%Zr)、Cu— Cr— Zr ,以及含Al3O2 粒子的弥散强化铜(简称DSC)。国内研究大都是通过试验研究上述几种材质电极的使用性能,大量实验证明,在焊接条件不太理想的情况下,无论是价格较便宜的Cu— Cr、Cu— Zr 合金电极,还是较贵的DSC 电极,其使用情况相近,但工厂经验表明,在实际生产的某些情况下,使用DSC 20 级合金电极时,电极粘着性减小。至于电极的形状及端面尺寸方面,圆锥台形被认为是最好。另外大量的点焊试验表明,电极在焊接过程中其表面温度比焊接普通钢板时有显著提高。因此,电极的冷却十分重要,冷却水流必须充分,保证电极接近室温,这样才能将电极与镀层的合金反应减至最小,并防止因电极软化而产生的“凸起”或电极胀大。
镀锌板焊接碰焊机,中频碰焊机的选择——中频逆变直流点焊机
三、工频焊机与碰焊机,中频碰焊机的参数对比
1. 中频焊机焊接电流接近完全直流,由于没有明显的峰值电流,熔核尺寸稳定扩大,几乎没有飞溅,焊接质量稳定、热效率高。与工频焊机相比,中频焊机焊接电流可降低40%,电极使用寿命大大延长。
2. 中频焊机变压器重量和体积小,输入功率低,便于采用连变压器式焊钳。当运用于机器人点焊操作时,可使机器人的负荷减轻,而工频焊机在自动线上运用时则需要负载能力更强的机器人。
3. 中频焊机的响应速度是工频焊机的20倍,电流能够更快地达到设定值,更准确地分析参数,焊接质量控制更精确。
4. 中频焊机三相负荷均衡,功率因数高(0.9左右),节能。而两相工频焊机,工作时很难保证相电压之间的均衡,功率因数低(0.6左右),三相工频焊机则很难实现恒流输出。
5. 中频焊机适用多种材料及异种金属的焊接,如铝合金、不锈钢、高强度钢板等材料。另外,对于镀锌板和普通多层板的焊接,其焊接质量也远高于工频焊机的焊接质量。而工频焊机只适应焊接性能好的材料,如低碳钢板。
从综合性能来看,中频焊机运行的能源成本比工频焊机节约近1/3,适合自动线运用,控制智能化程度高,适应材料范围广,符合汽车安全性要求增高和新材料焊接发展的方向,在汽车行业会有越来越广泛的应用。
产品规格:
项目(单位) \ 型号 | LND-400 | LND-800 |
输入电源 | V | 3φ380 | 3φ380 |
额定容量(负载持续率50%) | V | 50 | 100 |
逆变频率 | Hz | 1000 | 1000 |
次级空载电压 | V | 8.4 | 9 |
次级电流 | 连续电流 | kA | 4.2 | 8.5 |
最大电流 | kA | 18 | 28 |
臂伸尺寸 | mm | 220X460 | 250X450 |
最大加压力 | N | 6000 | 10000 |
电极行程 | mm | 60 | 100 |
冷却水量 | L/min | 20 | 25 |
焊接能力 | mm3 | 碳钢:2.5+2.5
铝 :1+1 | 碳钢:4+4
铝 :2+2 |
| 外形尺寸
(W*D*H) | 主机 |
| 1064X835X1672 | 1220X895X1895 |
电气箱 |
| 500X1280X285 | 500X1280X285 |
重量 | kg | 420 | 530 |
更多信息请点击以下链接:
中频点焊机在汽车等行业钢板焊接的应用
先进的中频直流阻焊(中频点焊机)技术
怎样提高镀锌板的焊接质量
中频逆变电源与其它焊接电源的权威对比
再谈铝板铝合金的焊接
铝合金铝板应该怎样焊接
中频(变频)交直流点焊机详细介绍
电阻点焊机焊接时电极材料的选择
焊接实例
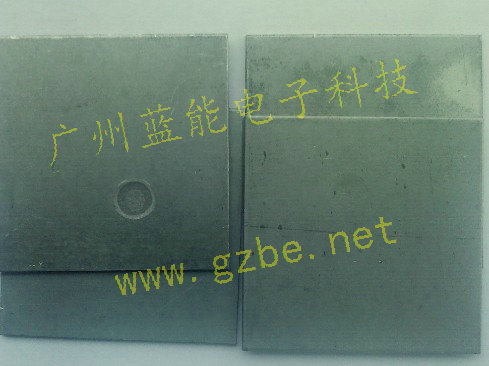
1.5+1.5镀锌板焊接
3.0+3.0低碳钢焊接

航空不锈钢焊接

冷轧板凸点焊接















