
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
标题:定子引线铜端子热熔焊接和冷压接的区别
为什么在电机定子引线铜端子连接中,端子热熔焊接工艺的性能要远胜于端子压接工艺或端子压接浸锡工艺?
电机引线端子压接:
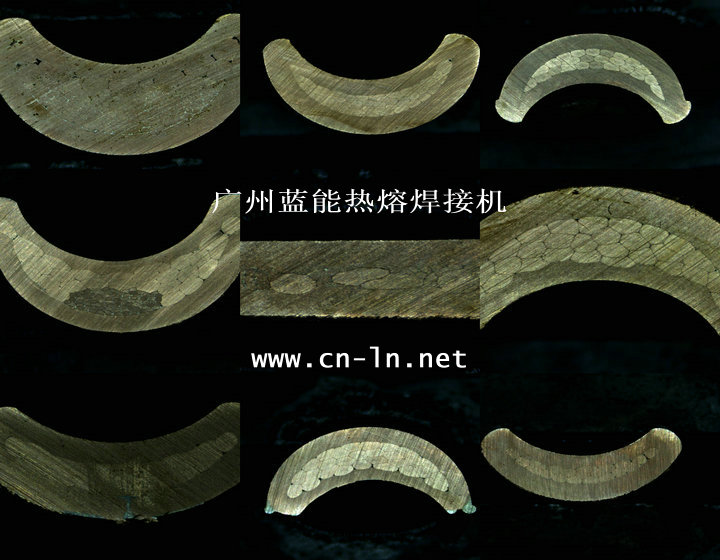
端子压接是对刮漆皮后的铜线进行简单挤压,使铜线产生物理变形,利用相邻铜线之间的表面摩擦力来包证铜线和端子之间的连接。这样就有可能出现铜线变形不足,即在铜线和铜线之间,铜线和端子之间形成空洞(如图1)。导致压接部位电阻系数增加,导电性下降,使用耐久性降低。并且易发热产生高温,形成线束烧坏隐患点。
现在存在的一些情况:
1、三相电阻值不平衡,差值过大;
2、高压浸漆时,存在漆渗透的风险;
3、出厂时电阻值平衡度在允许范围内,但过段时间存在三相线阻值差值过大;

电机引线端子压接浸锡:
对端子压接剖面不良,一般采取在端子铜线压着部位进行浸锡处理(如图示3)。但从剖面来看,锡液并不能完全浸透压接端子内部,仍有部分空洞存在,锡液无法进行填充(如图3示),因此采用浸锡无法消除铜线之间空洞造成的电阻增加,导电性下降,使用耐久性低等不良状况。
电机引线端子热熔焊接工艺:
热熔焊接工艺是首先对漆皮进行气化(省了刮漆皮工序),通过相邻金属表面熔接,形成金属分子层之间的熔合,几乎于将相邻金属熔接为一个整体,相比端子压接后相邻铜线仍为独立金属个体而言,热熔接部位的密实度更好,几乎不会出现空洞(如图示4)。导电性好,电阻系数极低或近乎零,有效提高了电机的使用耐久性,不易发热,无质量隐患。
经测试,三相线电阻差值在0.1%以内,不会存在浸锡渗透的情况。

-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式