
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
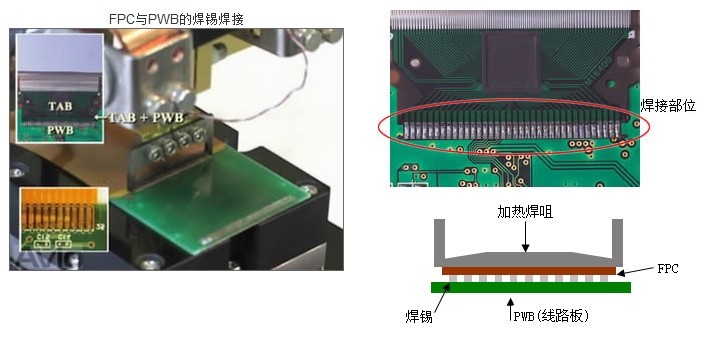
在脉冲电流加热焊接时(hotbar 脉冲热压机),经常会遇到焊接短路连锡的问题。
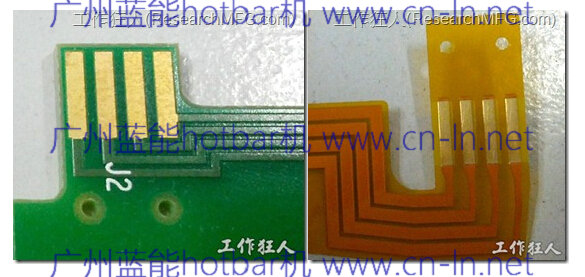
先看下面这个HoBar设计的实际案例好了,这是一片单面的FPC,0.9mmPIN脚(金手指)宽度及0.9mm间隙的HotBar PIN脚(金手指)设计,PIN脚(金手指)到PIN脚(金手指)之间的间隙为1.8mm,PIN脚(金手指)长度有5.0mm。基本上尺寸已经够大了,工厂的吃锡也应该不是什么太大的问题,可是偏偏做出来的不良率就高达0.5~1.0%,而且绝大部分的不良都是短路。
就如同下面这张图所显示的,工厂实际进行HotBar焊接的时候,经常会出现这类PIN脚(金手指)之间短路的问题,下面的图示为比较严重的案例,大部分都只有部份溢锡,但这对质量信赖杜已经产生了及大的为害,既使现在测试没有出现问题,难保在高温膏湿的环境下不会出现电子迁移(Electromigration)的现象。
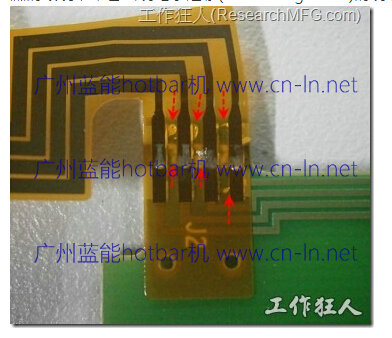
究其HotBar溢锡的原因之前,我想请看官们先想一下,为何HotBar容易出现溢锡短路的问题?又该如何避免?
为何HotBar容易出现溢锡造成短路?
因为HotBar的热压头(thermode)下压时,为了达到焊接FPC于PCB的目的,需要加热并施以一定的压力于事先印好锡膏并将过回流焊(reflow)后的PIN脚(金手指),当thermode加热时会重新熔融已经吃在PIN脚(金手指)上的锡膏,熔融的锡膏被挤压之后会顺着可以吃锡的地方流动,如果吃锡的PIN脚(金手指)或FPC已经满溢无法再容纳更多的锡膏,锡膏就会被迫往容易流动的地方宣泄,这时候最容易宣泄的地方就是PIN脚(金手指)与PIN脚(金手指)之间的空隙,而且上面还盖有FPC,更容易形成所谓的虹吸现象(capillary action),造成断路的问题。(广州蓝能电子科技,Hotbar 脉冲热压机专业生产商)
如何避免HotBar发生溢锡短路问题?
既然知道了为何HotBar容易出现溢锡造成短路?解决的方向有二,其一是减少多余的焊锡量;其二是增加焊锡可以外溢的空间。
下面这个HotBar吃锡的设计已经对了一半,在印刷锡膏的时候在PIN脚(金手指)的中间位置减少锡膏,如果治具的设定正确的话,热压头(thermode)要压在PIN脚(金手指)中间的位置,焊锡的印出来结果如下面右图所示。

有没有看到上面的问题点出在哪里?这个锡膏中间内缩的距离还是不太够,而且锡膏的厚度也太厚了,一般我在设计HotBar锡膏印刷于PIN脚(金手指)上的形状时,像这种间距够大的PIN脚(金手指),我喜欢将锡膏印刷成一长条于PIN脚(金手指)的正中间,锡膏只占PIN脚(金手指)面积的50%就可以了,这样比较可以容许较大的空间给热压头在PIN脚(金手指)的位置上下移动,而且也较能避免因为够多的焊锡而溢出PIN脚(金手指)。如果还是看不懂我的叙述,有机会再来画一张图说明好了。(广州蓝能电子科技,Hotbar 脉冲热压机专业生产商)
说完了第一种解决的方法,接着说明第二种解决方法-增加焊锡可以外溢的空间。这个方法通常要做设计变更,可以尝试在FPC的金手指上下两端打孔,让挤压出来焊锡透过通孔溢出。另外一个方向是把FPC上面的金手指设计得比PCB的焊点短,以这个例子来说,我会建议FPC上面的金手指PIN脚(金手指)长度从5.0mm减少到3.0mm,PCB的PIN脚(金手指)长度维持在5.0mm。HotBar作业时将FPC的金手指对齐PCBPIN脚(金手指)的中间,两端各留下1.0mm的空间,这样可以让多余的焊锡有更多的空间可以留在PIN脚(金手指)上而不会溢出来。
解决问题时首先要了解问题的本质及工作原理,然后对症下药。

-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式