
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
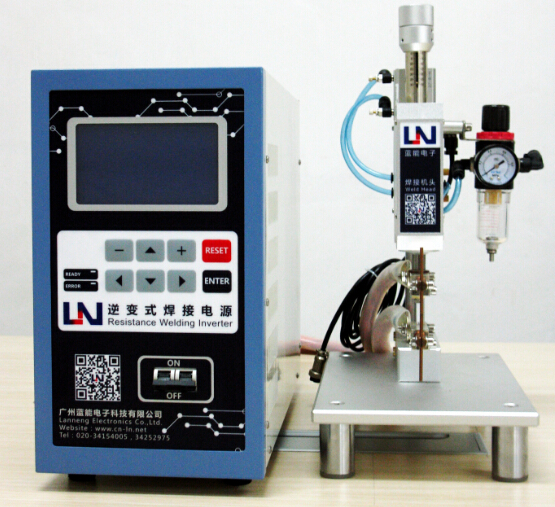
精密点焊机在继电器制造中的应用——广州蓝能电子科技
在继电器尤其是小型电磁继电器的制造中大量采用了电阻点焊工艺,随着电磁继电器的日趋小型化及技术等级的提高,采用了现代电子控制技术的精密点焊机等精密焊接设备正逐步取代老式的设备;同时,激光焊接技术也得到了广泛的应用。
1.精密电阻点焊的应用
在继电器的触点、簧片、支架、推杆、外壳密封、安装板、隔磁片等部件中大量使用了电阻点焊工艺。
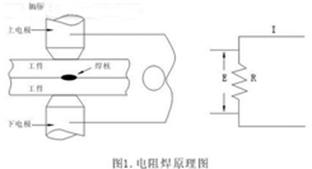
1.1电阻点焊的原理
如图1所示,工件在上下电极间被加压、通电,利用焦耳热 Q=0.24I2RT使工件熔化,冷却结晶后产生熔焊核。
1.2电阻点焊的5大要素
从焦耳热的公式可看出 ,焊接电流、通电时间、接触电阻与发热有直接关系,而接触电阻与焊接时的压力密切相关,此外,电极端部的尺寸会影响电流密度从而影响发热,同时,电极材料对热平衡影响重大,从而影响焊接效果。所以,我们称焊接电流、通电时间、焊接压力、电流密度、电极材料为影响电阻点焊的5大要素。 广州蓝能电子科技(www.cn-ln.net)生产的逆变式精密点焊机广泛应用到继电器等电器行业中,设备稳定无虚焊。
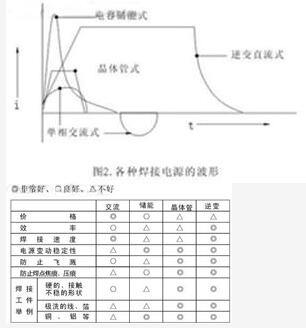
1.2.1焊接电流、通电时间
电阻点焊中,焊接电流I、通电时间T非常重要,其波形、稳定性直接影响焊接效果,而I与T的特性是由焊接电源本身决定的,目前,焊接电源主要有单相交流式、电容储能式、逆变式和晶体管式等4种。几种焊接电流的波形见图2,各种电阻点焊电源特点见表1。
1.2.2焊接压力
焊接过程中压力过小会产生飞溅,焊接加压机构压力的追随性也很重要。此外,在自动点焊机中,通常采用气动加压方式,而在小批量试制中,采用脚踩式加压较为方便。
1.2.3电极
电极的主要作用有导通电流,此外,在继电器的点焊中,它通常还是工装夹具的一部分。常用的电极材料有镉青铜、铬青铜、铬锆铜、钨铜合金、钼铜合金、铝表面分散强化合金等,电极无好坏之分,只有搭配是否合理之分。电极选择的一般原则是:
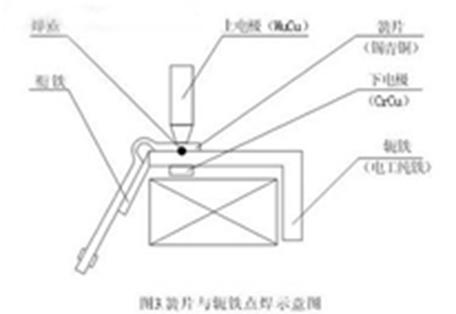
固有电阻大的工件选用固有电阻小的材料做电极,固有电阻小的工件,选用固有电阻大的材料做电极。如图所示,JQX-15F 的簧片与轭铁的点焊,簧片一侧采用WuCu电极,而轭铁一侧采用CrCu电极,这样,热量就会集中在工件结合面处,焊接效果较好。广州蓝能电子科技(www.cn-ln.net)生产的逆变式精密点焊机广泛应用到继电器等电器行业中,设备稳定无虚焊。
1.3 继电器中电阻点焊的特点
1.3.1 继电器要点焊的工件通常导电、导热性较好,尺寸又小,点焊时一般使用大电流、短时间即硬规范。
1.3.2 继电器零部件通常采用镀镍工艺,因为镀层的熔点与母材差异较大,现在点焊中通常采用两段通电焊接,第一段去镀层,第二段真正点焊,通电曲线如图4所示
这里需要格外注意的是,最好采用电镀镍而不是化学镀镍,因为化学镀镍时溶液中通常加有有机物,有机物会随同离子一起沉积于工件表面,而这些沉积的有机物是很难去除的。电镀镍时,溶液中加的是无机物,工件表面也就不会有有机物的沉积。有机物对电阻点焊和熔焊都是非常不利的。此外,因为光亮剂的原因,镀亮镍的场合很难焊接。
1.3.3 在继电器部件的点焊中,经常会遇到工件厚度比较大的情况,这时通常在一个工件上预先做好凸点或凸径,这样点焊就会变得很容易,如密封继电器支架与底座的点焊,TO5 继电器的封焊等。凸点、凸径的尺寸取决于材料的厚度。
1.3.4 在这里要重点介绍一下触点的点焊。
1.3.4.1 通讯继电器中接点的点焊
通讯继电器中接点与簧片的尺寸都非常小,人工点焊非常困难,且效率低小,品质难以保证。在国外,如西门子、松下、欧姆龙、神明等均采用自动点焊,接点通常用丝材,切断后点焊在簧片带料上。此点焊机较复杂,难点主要在送丝机构上。现在,国内已仿制出此设备,运行效果较好。此种点焊机对焊接电源的品质要求很高,基本上都是采用米亚基公司的逆变焊接电源IP-217A/IT-510B或晶体管式点焊电源 MDA-4000B。图5为国内制造的接点自动点焊机的实物,图6 为使用该设备的接点焊接实物。
1.3.4.2密封继电器中接点、簧片的点焊
密封继电器簧片材料一般为AgMgNi镀Au,利用簧片压苞做接点使用,其与引脚的点焊焊接一般采用电阻点焊,但直接点焊两者非常困难,可用Cu-Zn做过渡片,如图7所示,这样点焊就容易多了。在俄罗斯北霞,也采用激光焊接此部件,焊接时工件位置的摆放有一定的技巧,且必须保证2/3以上熔接,否则,强度及接触电阻均不能保证。部分国内厂家也已采用此焊接工艺。

2.激光焊接的应用
激光焊接已广泛应用于密封继电器外壳与底座的密封以及第3代通讯继电器中端子、安装耳朵、磁钢、隔磁片的点焊等,此外,在汽车继电器中的簧片与轭铁已大量使用激光连续点焊。广州蓝能电子科技(www.cn-ln.net)生产的逆变式精密点焊机广泛应用到继电器等电器行业中,设备稳定无虚焊。
2.1激光焊接的特点
激光焊接是利用激光束优异的方向性和高功率密度等特点进行工作 ,所以激光焊接具有焊接热影响区小、焊后变形小等特点。虽然电子束与激光的能量密度相当,但通常电子束需在真空条件下进行焊接,所以设备较复杂、昂贵,也较难应用于生产线中。可以设想一下,如果第3代通讯继电器生产线中使用的不是激光焊接而是电子束,那么设备将会变得多么庞大。
2.2继电器的密封焊接
继电器的密封焊接是激光焊接在继电器中重要的应用之一,继电器密封结构如图8所示
罩壳材料一般为白铜(最好不含锌,因为锌在高温时会蒸发,影响气密性),底座材料一般为可阀合金或A10钢,为保证泄漏率达到10-9m3p/s,底座与外壳的间隙最好控制在0.01~0.03mm之间,焊点重叠率应在70%以上。
此外,为保证泄漏率指标达到要求,对激光焊接机的要求也很高。采用具有能量监测单元的闭环控制的激光焊接机可得到稳定的激光输出,采用使激光输出功率缓慢变化的渐强渐弱功能,可使焊缝重叠部分也美观平整。
3.展望
随着对继电器品质要求的不断提高,在制造过程中必将使用更多的采用现代电子控制技术的新的精密焊接设备。
LN蓝能中国顶尖精密电阻焊机方案提供商
公众微信ID:cn-ln11
网站:www.cn-ln.net
电话:020-34252975;13560411768
QQ:459359414
Email: dengxiwen@gzbe.net

-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式