
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
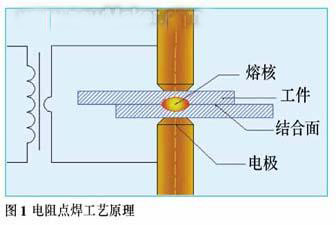
电阻焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。点焊时,工件只在有限的接触面上即所谓“点”上被焊接起来,并形成扁球形的熔核。点焊又可分为单点焊和多点焊。多点焊时,使用两对以上的电极,在同一工序内形成多个熔核。
缝焊类似点焊。缝焊时,工件在两个旋转的盘状电极(滚盘)间通过后,形成条焊点前后搭接的连续焊缝。
凸焊是点焊的一种变型。在一个工件上有预制的凸点。凸焊时,一次可在接头处形成一个或多个熔核。
对焊时,两工件端面相接触,经过电阻加热和加压后沿整个接触面被焊接起来。
电阻焊有下列优点:
1)熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。
2)加热时间短、热量集中、故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工序。
3)不需要焊丝、焊条等填充金属,以及氧、乙炔、氩等焊接材料,焊接成本低。
4)操作简单,易于实现机械化和自动化,改善了劳动条件。
5)生产率高,且无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。但闪光对焊因有火花喷溅,需要隔离。
电阻焊缺点:
1)目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查,以及靠各种监控技术来保证。
2)点、缝焊的搭接接头不仅增加了构件的重量,且因在两板间熔核周围形成夹角,致使接头的抗拉强度和疲劳强度较低。
3)设备功率大,机械化自动化程度较高,使设备成本较高、维修较困难,并且常用的大功率单相交流焊机不利于电网的正常运行。耐磨焊条随着航空航天、电子、汽车、家用电器等工业的发展,电阻焊越来越受到社会的重视,同时,对电阻焊的质量也提出了更高的要求。
我们提供的中频逆变电阻焊机输出的是直流焊接电流,不受电网电压影响,体积小巧,适合自动化,可以更精确地控制电流输出,更快地设定电流,更快地完成焊接,焊接过程也更为可靠。
广州蓝能电子科技有限公司www.cn-ln.net 拥有30年精密点焊的技术和经验,核心技术高频逆变点焊机、高频逆变热压机在国内享有盛誉。完全有能力为客户找到最完善的点焊解决方案。公司设有工艺实验室,欢迎前来试样。
专业定制焊接解决方案 联系人:邓工 13560411768 QQ:459359414
蓝能电子公众微信ID:cn-ln11
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式